焊接结构疲劳设计:忽视细节,真的会要命
一个差点出大事的案例
说实话,干了十几年焊接结构设计,最怕听见的一句话就是——“这条焊缝不重要,随便搞搞就行。” 真是让人血压飙升!几年前跟的一个项目,一台大型振动筛的横梁,设计时为了图省事,把一条关键加强筋的焊缝放到了高应力区。结果呢?运行不到三个月,咔嚓,从焊缝趾部裂开,整个横梁报废。几十万的损失是小事,万一砸到人……后脊背发凉。这就是焊接结构的残酷之处——静载试验可能完全没问题,一上疲劳载荷,立马原形毕露。

焊接结构疲劳裂纹横梁断口宏观形貌
焊接结构的“命门”:应力集中
焊接结构的“命门”:应力集中
为什么焊接结构总在焊缝或热影响区出问题?
应力集中,这是个绕不开的坎儿。焊缝的余高、咬边、未熔合、气孔……这些几何不连续,像一个个小缺口,把局部应力放大好几倍。更头疼的是,焊趾处的
微观裂纹,有时候用肉眼根本看不见,却成了疲劳开裂的起点。材料本身是没问题的,但焊接一上去,
焊接接头变成了整个结构的最薄弱环节。我们做过对比,同样尺寸的试件,母材的疲劳极限比焊态接头高出将近一倍——这差距,够吓人的吧?
问:焊接结构为什么比母材更容易发生疲劳断裂?
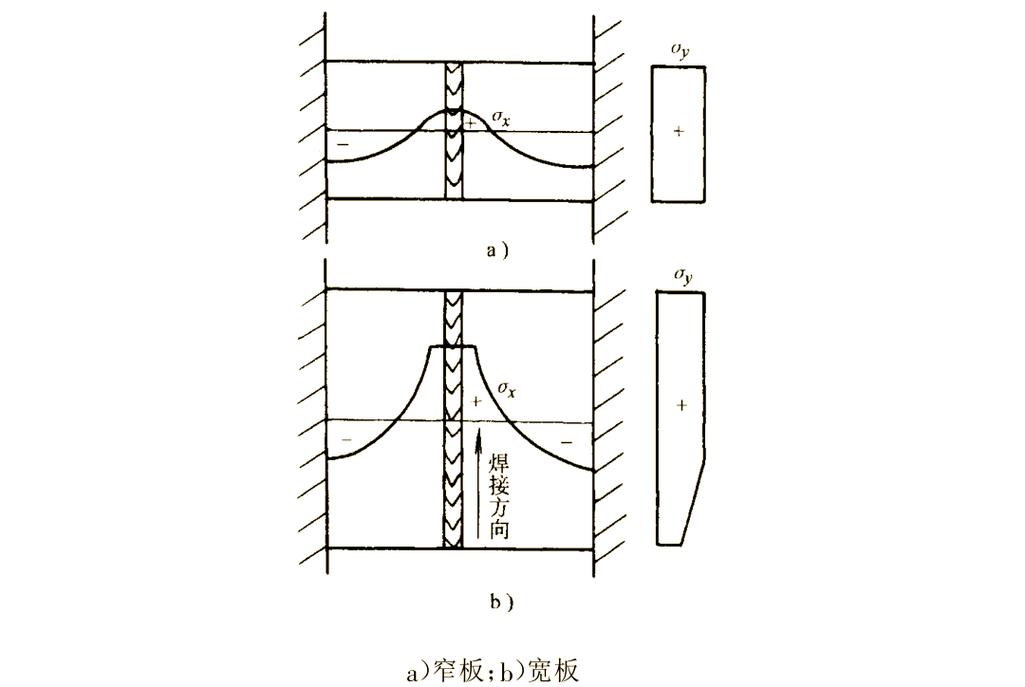
答:根本原因就两条:一是几何应力集中,焊缝外形、缺陷造成的局部应力增大;二是焊接残余拉应力,它相当于给构件预加载了一部分载荷,让材料一直处在高平均应力状态下,疲劳寿命自然大打折扣。而且,热影响区的粗晶脆化也让韧性下降。这些因素叠加起来,就算你设计时按母材的疲劳曲线算得漂漂亮亮,实际一焊全变味了。
设计准则:别只盯着强度计算
很多年轻工程师拿到任务,直接上有限元,看米塞斯应力,小于许用值,OK,出图。大错特错!
静强度设计和疲劳强度设计完全是两码事。焊接结构尤其要关注
名义应力和
热点应力,你得学会分清哪些地方是潜在裂纹源。焊缝布置原则就一条:躲开高应力区,特别是拉应力区。实在躲不开怎么办?磨平焊缝,做焊趾打磨,或者用TIG重熔修整——这些小工艺,能让疲劳寿命翻几倍。可惜很多图纸上就写个“全焊透”,细节全无。
焊接接头焊趾打磨与未打磨应力分布对比示意图
问:设计焊接结构时,如何有效提高疲劳寿命?
答:我的经验,抓三点:第一,选对
焊接接头形式,对接焊缝优于角焊缝,双面焊优于单面焊,尽量避免搭接接头在高应力区;第二,想尽办法降低应力集中,比如控制焊缝余高、打磨焊趾、采用改善的焊喉形状;第三,引入
残余压应力,如喷丸、锤击,或者用振动时效消除拉伸残余应力。对了,别忘了考虑板厚效应——板越厚,疲劳强度越低,规范里的厚度折减系数不是白给的。
焊接工艺的影响:残余应力那点事
一说
焊接残余应力,有人就建议统统消应力热处理。但现实很骨感——大构件进不了炉子,或者成本高得离谱。而且,热处理搞不好还会变形,带来新问题。我用过几次振动时效,效果因结构而异,有的降了30%峰值,有的几乎没变化……唉,凭运气干活可不行。还有点容易被忽略:
焊接顺序。合理的焊接顺序能像下棋一样,把残余应力引导到对结构无害的区域。我见过老师傅凭经验跳着焊,最后变形极小,残余应力分布也理想,这手艺,年轻焊工真该好好学。
问:焊接残余应力一定要消除吗?
答:不一定。要看服役条件。如果结构承受的是交变拉伸疲劳载荷,拉伸残余应力绝对是祸害,必须想办法减小。但如果是压-压疲劳,或者静载为主,残余应力没准还是好事——压缩残余应力能抑制裂纹扩展。关键是要评估它对结构实际承载状态的影响,别盲目上手段。
检测与维护:别等断了再后悔
检测与维护:别等断了再后悔
焊接结构服役中,最怕的就是裂纹萌生而不自知。定期
无损检测(NDT)不是走过场。磁粉、渗透看表面,超声、射线探内部。但检测时机和部位要选得刁钻——重点关注高应力的焊缝趾部、交叉焊缝处。我见过一次教训:一台起重机箱形梁,检查时只扫了主焊缝,结果裂纹从一块不起眼的工艺垫板角焊缝起裂,差点酿成事故。所以,别信“关键焊缝”这种说法,对焊接结构来说,
每条焊缝都关键,只是程度不同。
最后说点个人感慨。焊接结构设计,真不是计算完就万事大吉。材料选择、焊接工艺、检测维护,环环相扣。这些年行业在推
抗疲劳制造概念,从设计源头就把疲劳寿命当硬指标。可落地到一线,还是参差不齐。希望咱们这些搞工程的,多较点真,少点侥幸——毕竟,焊接结构里藏的裂纹,从来不会跟你打招呼。
 焊接结构疲劳裂纹横梁断口宏观形貌
焊接结构疲劳裂纹横梁断口宏观形貌
 焊接结构的“命门”:应力集中
为什么焊接结构总在焊缝或热影响区出问题?应力集中,这是个绕不开的坎儿。焊缝的余高、咬边、未熔合、气孔……这些几何不连续,像一个个小缺口,把局部应力放大好几倍。更头疼的是,焊趾处的微观裂纹,有时候用肉眼根本看不见,却成了疲劳开裂的起点。材料本身是没问题的,但焊接一上去,焊接接头变成了整个结构的最薄弱环节。我们做过对比,同样尺寸的试件,母材的疲劳极限比焊态接头高出将近一倍——这差距,够吓人的吧?
问:焊接结构为什么比母材更容易发生疲劳断裂?
答:根本原因就两条:一是几何应力集中,焊缝外形、缺陷造成的局部应力增大;二是焊接残余拉应力,它相当于给构件预加载了一部分载荷,让材料一直处在高平均应力状态下,疲劳寿命自然大打折扣。而且,热影响区的粗晶脆化也让韧性下降。这些因素叠加起来,就算你设计时按母材的疲劳曲线算得漂漂亮亮,实际一焊全变味了。
焊接结构的“命门”:应力集中
为什么焊接结构总在焊缝或热影响区出问题?应力集中,这是个绕不开的坎儿。焊缝的余高、咬边、未熔合、气孔……这些几何不连续,像一个个小缺口,把局部应力放大好几倍。更头疼的是,焊趾处的微观裂纹,有时候用肉眼根本看不见,却成了疲劳开裂的起点。材料本身是没问题的,但焊接一上去,焊接接头变成了整个结构的最薄弱环节。我们做过对比,同样尺寸的试件,母材的疲劳极限比焊态接头高出将近一倍——这差距,够吓人的吧?
问:焊接结构为什么比母材更容易发生疲劳断裂?
答:根本原因就两条:一是几何应力集中,焊缝外形、缺陷造成的局部应力增大;二是焊接残余拉应力,它相当于给构件预加载了一部分载荷,让材料一直处在高平均应力状态下,疲劳寿命自然大打折扣。而且,热影响区的粗晶脆化也让韧性下降。这些因素叠加起来,就算你设计时按母材的疲劳曲线算得漂漂亮亮,实际一焊全变味了。
 焊接接头焊趾打磨与未打磨应力分布对比示意图
问:设计焊接结构时,如何有效提高疲劳寿命?
答:我的经验,抓三点:第一,选对焊接接头形式,对接焊缝优于角焊缝,双面焊优于单面焊,尽量避免搭接接头在高应力区;第二,想尽办法降低应力集中,比如控制焊缝余高、打磨焊趾、采用改善的焊喉形状;第三,引入残余压应力,如喷丸、锤击,或者用振动时效消除拉伸残余应力。对了,别忘了考虑板厚效应——板越厚,疲劳强度越低,规范里的厚度折减系数不是白给的。
焊接接头焊趾打磨与未打磨应力分布对比示意图
问:设计焊接结构时,如何有效提高疲劳寿命?
答:我的经验,抓三点:第一,选对焊接接头形式,对接焊缝优于角焊缝,双面焊优于单面焊,尽量避免搭接接头在高应力区;第二,想尽办法降低应力集中,比如控制焊缝余高、打磨焊趾、采用改善的焊喉形状;第三,引入残余压应力,如喷丸、锤击,或者用振动时效消除拉伸残余应力。对了,别忘了考虑板厚效应——板越厚,疲劳强度越低,规范里的厚度折减系数不是白给的。
 检测与维护:别等断了再后悔
焊接结构服役中,最怕的就是裂纹萌生而不自知。定期无损检测(NDT)不是走过场。磁粉、渗透看表面,超声、射线探内部。但检测时机和部位要选得刁钻——重点关注高应力的焊缝趾部、交叉焊缝处。我见过一次教训:一台起重机箱形梁,检查时只扫了主焊缝,结果裂纹从一块不起眼的工艺垫板角焊缝起裂,差点酿成事故。所以,别信“关键焊缝”这种说法,对焊接结构来说,每条焊缝都关键,只是程度不同。
最后说点个人感慨。焊接结构设计,真不是计算完就万事大吉。材料选择、焊接工艺、检测维护,环环相扣。这些年行业在推抗疲劳制造概念,从设计源头就把疲劳寿命当硬指标。可落地到一线,还是参差不齐。希望咱们这些搞工程的,多较点真,少点侥幸——毕竟,焊接结构里藏的裂纹,从来不会跟你打招呼。
检测与维护:别等断了再后悔
焊接结构服役中,最怕的就是裂纹萌生而不自知。定期无损检测(NDT)不是走过场。磁粉、渗透看表面,超声、射线探内部。但检测时机和部位要选得刁钻——重点关注高应力的焊缝趾部、交叉焊缝处。我见过一次教训:一台起重机箱形梁,检查时只扫了主焊缝,结果裂纹从一块不起眼的工艺垫板角焊缝起裂,差点酿成事故。所以,别信“关键焊缝”这种说法,对焊接结构来说,每条焊缝都关键,只是程度不同。
最后说点个人感慨。焊接结构设计,真不是计算完就万事大吉。材料选择、焊接工艺、检测维护,环环相扣。这些年行业在推抗疲劳制造概念,从设计源头就把疲劳寿命当硬指标。可落地到一线,还是参差不齐。希望咱们这些搞工程的,多较点真,少点侥幸——毕竟,焊接结构里藏的裂纹,从来不会跟你打招呼。