空压机站房的节能减排,还有多少油水可榨?
那天在苏南一家汽配厂,车间主任老李拉着我去看他的宝贝新设备——进口加工中心,五轴联动的,锃亮。我瞥了一眼角落,那台空气压缩机正轰隆隆喘着粗气,储气罐锈得不成样子,管道接缝处嘶嘶漏气,地面一摊油水混合物。我说:老李啊,你这边花大钱买顶级机床,那边‘气老虎’每天白白吞掉你几百上千度电,你就一点不心疼?
他愣了下,说:空压机嘛,能转就行,又没坏。
好一个“能转就行”。我差点被这股子粗放劲儿气笑。干了二十年工业节能,我敢拍桌子说一句:压缩空气系统的节能潜力,在绝大多数工厂里,大得吓人,大到离谱,大到很多老板听完改造方案后拍大腿骂自己早干嘛去了。
问题是——这个行当太久没人说人话了。
设计缺陷:从娘胎里带的浪费
说句不好听的,很多工厂的空压站,从图纸阶段就埋下了吃电的祸根。管径选小了,弯头太多,过滤器堵塞没人清洗,干燥机选型不匹配……这些破事儿叠加起来,系统压力损失轻松超过2bar。你知道这意味着什么?每升高1bar压力,压缩机功耗增加6%~8%!一台110kW空压机,一年下来多花十来万电费,跟玩似的。
还有一种经典败笔:多台压缩机并联运行时,没有根据用气量自动调度。开一台不够,开两台浪费,就那么半死不活地互相顶着。加卸载频繁,放空阀嘶嘶地把压缩好的气白白放掉。我见过一个机械加工车间,实际用气量不到额定产气量的一半,三台空压机却24小时轮番空载,电表转得比陀螺还快。后来只加了一个基于压力传感的联控柜,成本不到两万块,第一个月电费就省了四万三。老李听完这个故事,眼睛瞪得像铜铃。
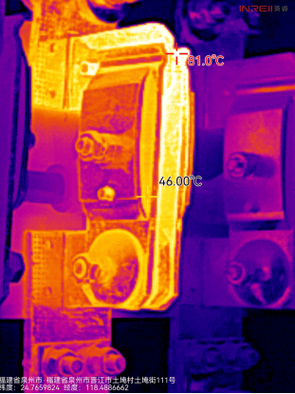 压缩空气系统管路压力损失热成像图
压缩空气系统管路压力损失热成像图
💡 一个小常识:很多人以为压缩机电机是主要耗能点,其实管路泄露才是真正的隐形成本。一个直径1mm的小孔,在7bar压力下,每年泄漏损失的气体等效电费高达三千元以上。而你随便去一家工厂,这样的漏点少则几十个,多则……算了,数不过来。所以,查漏堵漏,永远是性价比最高的减排手段,没有之一。
问:我们厂空压机房声音大得吓人,是不是费电?
答:这得分情况。如果是气动噪声,比如排气放空声,那说明调节方式太粗暴,大量压缩气被直接卸放,铁定费电。如果是机械振动、机头异响,那是设备老化或者保养不到位,效率早就掉下来了。不过话说回来,噪声大往往意味着能量转化不合理,要么是冷却系统有问题,要么是进气滤网易堵,总之都是效率杀手。赶紧去查查,哪怕是听声辨位,也能揪出几个浪费源头。
变频改造:万能解药还是甜蜜毒药?
大概2008年前后,变频空压机开始在国内流行。厂家宣传攻势猛如虎,似乎一上变频,立马节能30%。讲真,我早年也踩过坑。有家电子厂,用气负荷波动确实大,我们兴冲冲上了一台变频机,结果半年下来,电费几乎没降。为什么?因为他们的波动是“低-高-低”循环,并不是长期低负载,而且后端管网漏气严重,变频机为了维持压力,大部分时间还是跑在工频上。变频器的损耗反而成了额外负担。
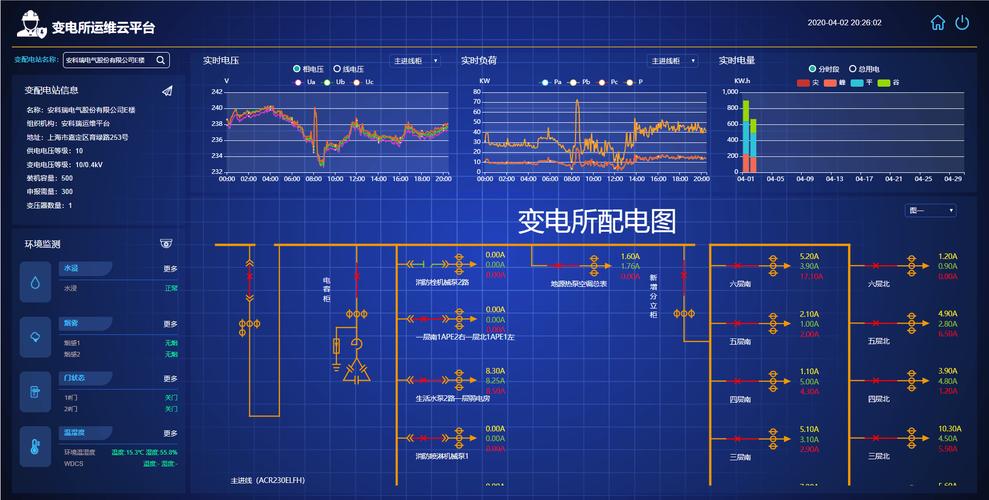
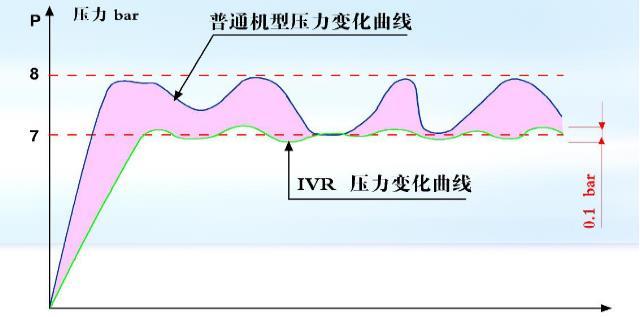 空压机变频器与工频机运行曲线对比图
空压机变频器与工频机运行曲线对比图
所以,变频不是什么时候都灵。它最适合的场景是:用气量持续在额定气量的40%~80%之间大幅波动,并且基础气量较低,有足够长的卸载时间。如果工厂24小时满负荷生产,用气量恒定,工频机+储气罐就够了。现在更聪明的手段是AI预测性控制——采集历史用气数据,结合生产排程,提前几分钟预判用气高峰,动态调整机组组合和转速。宁波一家注塑企业上了这套系统,把单位产品气耗降低了22%。这才叫精准刀法,不是砍,是剔。
问:加装变频器真的能省30%电吗?
答:千万别信厂家那张嘴。实事求是地讲,如果原系统设计合理,仅仅是增加变频,节能率通常在10%~20%之间。那些动辄号称30%甚至50%的,要么是原系统严重“大马拉小车”,要么是计算基数上动了手脚。节能的前提是正确诊断,需要做一周的数据采集和评估,看负载变化频率、满载率、空载时间占比等。否则,花大钱买来的变频柜,可能只是一台昂贵的摆设。
余热回收:被扔掉的能源,捡回来冬天能泡脚
空气压缩过程会产生大量的热,螺杆空压机消耗的电能,真正转化为压缩空气势能的不到15%,其余绝大部分变成了热,通过冷却风扇或冷却水直接散到大气中。夏天还要额外开空调给机房降温,等于用两次电——先产热,再制冷,冤不冤?
这股热,温度不低!油冷螺杆机排气温度通常在80~100℃。如果直接利用,可制备55~70℃的热水,足够车间洗手、办公楼供暖,甚至用于涂装前处理、零件清洗这类工序。我做过一个项目,上海一家汽车零部件厂,三台250kW空压机,全部加装管壳式热回收装置,回收的热水接入锅炉预热系统,一年节约天然气费38万元,整套热回收设备投资三个月就回本了。而且由于降低了冷却风扇负荷,空压机本体还省了5%的电。这个账,一算一个不吱声。
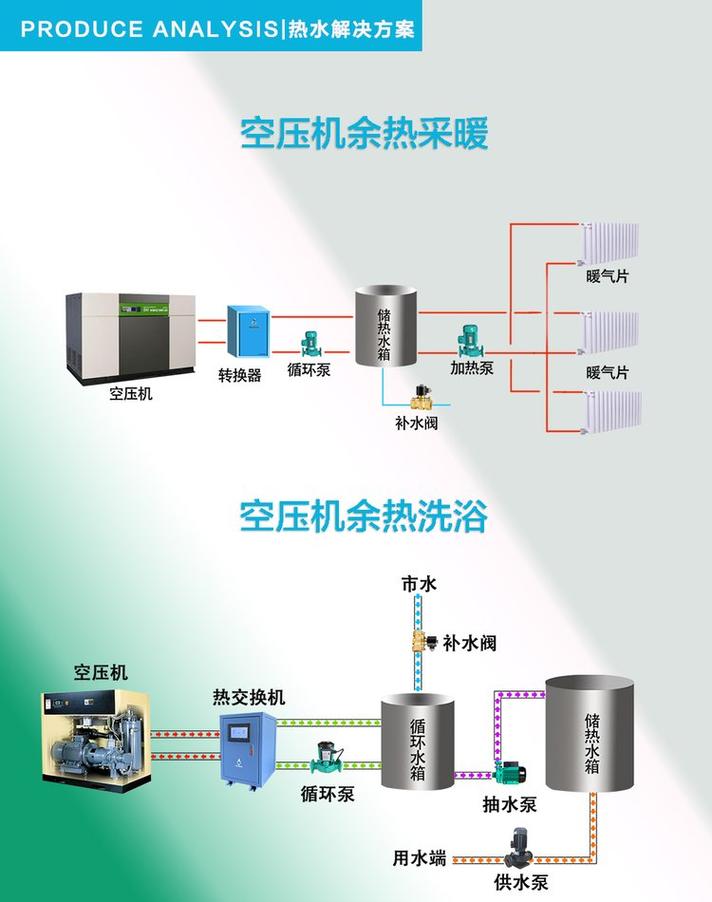 空压机余热回收系统连接锅炉示意图
空压机余热回收系统连接锅炉示意图
现在最新的玩法,是把空压机余热、电机余热、工业炉窑余热打包,通过超导热管技术或双效热泵,提升温度品位,输出到集中供热管网。这在重工业区逐渐形成一种“能量公槽”模式,几家工厂互相调换热源,碳排放指标省下来还能卖出去。真有点变废为宝的魔幻感。
问:余热回收会不会影响空压机寿命?
答:这问题问得专业。只要换热器设计合理,旁通控制到位,不对空压机内部油路循环造成过高压降,寿命影响微乎其微。实际上,稳定的热回收反而能改善机油工作温度,减少积碳。就怕那些小作坊拿个板式换热器硬接上去,流量不匹配,反而把机头憋坏了。所以,一定要找有经验的团队做定值温度控制系统,该花的钱不能省。
写到这里,想起一个数字:我国工业领域电机装机总容量约30亿千瓦,年用电量占全社会的六成以上,而空压机系统又占了工业电能的10%~15%。如果全国的空压站系统平均能效提升3个百分点,那省下的电,够几个三峡电站忙活的?这还不包括由此减少的碳排放。但现实呢,太多工厂还在用上世纪的设计思路,管理着新世纪的设备。连个基本的智能电表都不装,能耗数据靠月底总表倒推。
所以——如果你恰好是工厂管理者,明天上班第一件事:去空压站站十分钟,听听声音,看看有没有不应该长开的阀门,摸摸管路温差。然后,打开手机,找个靠谱的能效检测云平台,接入实时监测。别等了,这世上最可惜的,不是“做不到”,而是“本来可以”。