碳纤维复合材料:机械制造的下一个爆点?不,是现在
去年在汉诺威工业展上,我看到一台全碳纤维机械臂在抓取、旋转,那轨迹流畅得可怕。自重比铝合金版轻了将近40%,但刚度反而更高。旁边几个老工程师直摇头——不是因为不好,而是因为这玩意儿对传统金属加工思维冲击太大。说实话,复合材料在工业领域的渗透速度,比五年前行业报告预测的要快得多。全球复合材料市场规模2023年已经突破1100亿美元,碳纤维这一块增速尤其猛,年复合增长率逼近10%❗
不过,问题也扎堆来了。设计端怎么仿真?工艺端怎么避免分层?成本还能不能往下走?这些问号不拉直,复合材料就永远是“高端玩具”。我干了快二十年制造技术,见过太多新材料昙花一现。碳纤维不一样——它已经在吃掉传统金属的午餐,但咱们得清醒,它不是万能药。
为什么是碳纤维?轻,但不止于轻
先摆几个数。碳纤维的比强度大约是钢的5倍,比模量是钢的3倍,而密度只有1.6-2.0g/cm³,连钢的1/4都不到。这意味着什么?你拿它做一根传动轴,同样的抗扭刚度,重量能砍掉60%以上。在风电叶片上,几十米的大家伙,减重一吨,塔筒载荷、变桨系统成本全跟着降,这是连锁反应。更妙的是,碳纤维的热膨胀系数极低,做精密机床主轴部件,尺寸稳定性让因瓦合金都羡慕。
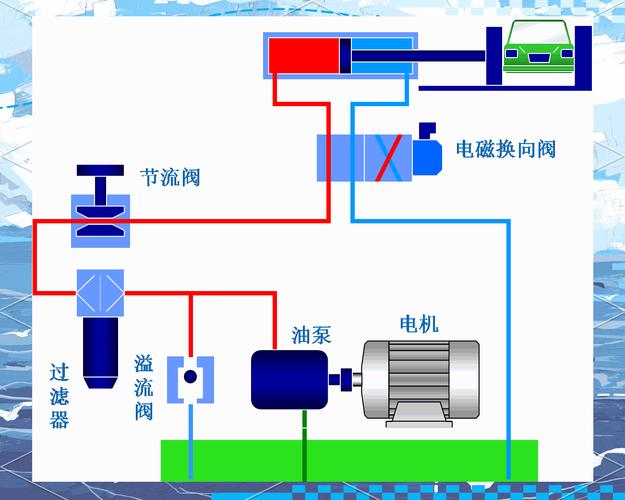
但别只盯着参数。碳纤维最大的优势其实是可设计性。你可以在一个零件里,通过铺层角度、层数、纤维类型的调整,做出各向异性的力学性能——该硬的地方硬,该韧的地方韧。金属做不到这点,3D打印也不行。我见过一个液压缸体,只在环向用高模量纤维,轴向用标准模量,油缸膨胀量降了70%,密封寿命翻倍。这思路,传统金属铸造打死也实现不了。
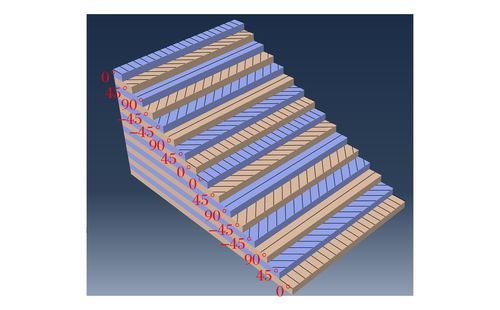 碳纤维复合材料铺层设计方向示意图
碳纤维复合材料铺层设计方向示意图
可是……高兴太早容易摔跤。碳纤维的短板像钉子一样扎手:抗冲击损伤容限低。锤子敲一下,表面可能看不出,里头分层了。维修?补片贴一贴,强度恢复80%算运气好。而且,导电性这事儿得留神——与金属接触时电偶腐蚀能把铝件啃成渣。所以,用碳纤维,脑子得多转几道弯。
加工碳纤维,真的那么难吗?
 加工碳纤维,真的那么难吗?
加工碳纤维,真的那么难吗?
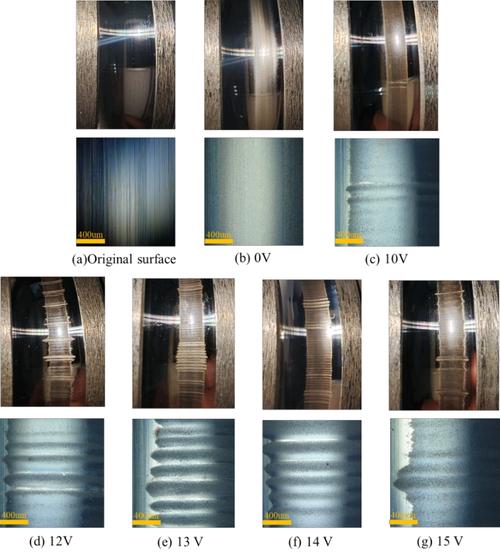
干过机加的人都知道,碳纤维是“刀具杀手”。硬度堪比硬质合金,还特别磨耗,普通高速钢钻头进去几分钟就钝。更麻烦的是,它那层间结合力弱,钻孔时出口分层、撕裂是家常便饭。我记得七八年前,厂里试碳纤维板,钻一个Φ6的孔,用了三支整体硬质合金钻头,崩刃崩得我们怀疑人生。后来才搞明白,切削参数必须大改:高转速(2000-3000rpm)、小进给(0.02-0.05mm/r),还得用PCD(聚晶金刚石)或CVD涂层刀具。冷却?最好干式切削,或者微量润滑,因为冷却液渗进层间会引发后固化变形。
不过,现在有转机了。超声辅助加工开始落地。在钻头或铣刀上叠加20kHz左右的高频振动,切削力能降30%-50%,分层缺陷显著减少。去年去一家航空零件供应商参观,他们用五轴超声加工中心干碳纤维/钛合金叠层,孔壁粗糙度Ra稳稳控在3.2以下,刀具寿命延长了3倍。当然,设备投入不菲,一台五轴超声机床小千万,不是谁都玩得起。
[IMG_KEYCODE: 超声加工碳纤维复合材料示意图]问:碳纤维零件能和金属件直接连接吗?会不会出问题?
答:绝对不能简单螺栓一拧。碳纤维与铝合金、钢直接接触,由于电位差(碳纤维电位约0.1V,铝合金-0.7V),在潮湿环境下会发生严重电偶腐蚀。所以连接必须用钛合金或不锈钢紧固件,并在接触面涂结构胶或贴一层玻璃纤维布做隔离。另外,连接区的应力集中问题突出,孔边铺层要局部加厚,或者采用嵌件设计。我们过去在一款汽车底盘连接臂上踩过坑——直接用钢套筒铆接,六个月盐雾试验,铝臂体腐蚀坑深到无法修复。后来换了钛套筒,问题解决,成本却上去了15%。
成本这道坎,怎么过?
 成本这道坎,怎么过?
成本这道坎,怎么过?
说到成本,很多同行就叹气。T300级碳纤维(12K小丝束)现在价格大概25-30美元/公斤,比十年前降了快一半,但仍比钢贵七八倍。更别提预浸料、热压罐固化——热压罐工艺一个循环耗电巨大,总成本能占到零件售价的30%-40%。难怪碳纤维至今还是航空航天、高端体育器材的宠儿,汽车底盘件用得起吗?
但路径正在打通。快速固化预浸料(5分钟固化)和HP-RTM(高压树脂传递模塑)工艺,让汽车件生产节拍缩到5分钟以内。宝马i3的碳纤维车身框架,就是HP-RTM干的,一年几万件的量,成本压到了可接受范围。国内中复神鹰、光威复材这两年也在猛攻大丝束(48K、72K),价格有希望再降20%。另外,模压料(SMC)回归是个有趣现象——把回收碳纤维短切混入树脂,压出些强度要求不高的壳体,成本只有连续纤维的一半,算是循环经济的折中路线。
问:听说碳纤维回收很难,真能循环利用吗?
答:确实难。烧掉树脂基体、回收纤维,强度会下降到原丝的80%左右,而且短纤维形态只能用在不那么关键的部件上。热解法是目前主流,但能耗高。更现实的是“降级回收”——比如风电叶片切割后粉碎,用作建筑填料或水泥增强。说实话,这个产业闭环还没真正形成。欧盟在强推复合材料回收法规,倒逼企业想办法,但现阶段,全生命周期成本算下来,未必比铝好多少。我们只能期待化学回收技术(比如用超临界流体分解树脂)尽快成熟。
智能制造能拉复合材料一把吗?
 智能制造能拉复合材料一把吗?
智能制造能拉复合材料一把吗?
自动铺带(ATL)、自动铺丝(AFP)已经不算新鲜,但结合在线检测和AI视觉系统,才开始真正释放潜力。过去铺层靠人工看褶皱、搭接,现在高速相机实时识别,缺陷标记出来,机器手当场修正。德国一家公司搞出个黑灯铺层单元,一个班次能干过去三个班次的活,废品率从5%降到0.8%。更狠的是数字孪生——铺层仿真和固化变形预测连在一起,试错放在虚拟空间,模具设计周期缩短60%。我去年参与的一个项目,就是用西门子的SimCenter 3D把翘曲量算准,省了两次试模,直接省了三十多万。
但数字化提升不了原材料的天然毛病——性能分散性。不同批次丝束克重、上浆剂含量波动,能导致层合板强度差15%。怎么破?在线丝束张力闭环控制、预浸料含浸度微波扫描,这些手段正在补短板。路还长,但方向对。
对了,别忘了增材制造。连续纤维3D打印出来了,Markforged、Desktop Metal这些玩家,能把碳纤维丝嵌进尼龙或PEEK里。强度比纯塑料高十倍,但跟传统预浸料比还是弟弟。不过打打工装夹具、小批量异形件,绰绰有余。我试过用Mark Two打一个机器人抓手,替换铝合金件,重量减了60%,成本不变,一周就迭代了三版设计。这种速度,传统模具成型想都不敢想。
碳纤维复合材料,说到底,是在用工艺复杂度换性能极致。未来的赢家,一定是能把设计、材料、工艺、数字化这四张牌打顺的团队。它不会完全替代金属,但会在每一个“轻一克赚一分钱”的领域,慢慢变成主角。工业人,别等了,跳进来踩坑总比隔岸观火强✅。