轴承那些事儿:选型、失效与“听诊”的艺术
几年前,我参与过一条轧钢线的改造。设备刚运转不到三天,主轴轴承就烧了。拆开一看——保持架碎成渣,滚道表面像月球陨坑。车间主任铁青着脸问我:这玩意不是按手册选的型吗?怎么还这样?
我蹲在那堆废铁旁边,说实话,当时真有点说不出的憋屈。手册?手册只能保证你在理想工况下不出事。可现实呢?冲击、不对中、润滑跟不上……这些破事手册里可不会白纸黑字告诉你。
轴承这东西,乍一看简单——外圈、内圈、滚动体、保持架,没了。但真扎进去,处处是坑。今天不扯虚的,就聊聊那些手册上不提、但实际能要命的细节。
选型不是查手册那么简单
很多工程师——尤其是刚入行的——按设计手册选轴承,就像按菜谱做菜。给定载荷、转速、寿命,套公式一算,型号就出来了。行吗?有时候行。但更多时候,会出大问题。
比如,手册里的额定动载荷 Cr 是在 90% 可靠度、特定润滑和清洁度下算出来的。你实际用的润滑脂,高温下能撑住吗?你的装配环境,是不是连防尘措施都没有?这些参数一偏离,寿命直接打骨折。我见过一案例:同样型号的深沟球轴承,在空调间跑十年没事,在铸造车间三天就卡死——就因为进了砂尘,变成了研磨膏。
选型时,最容易被忽略的其实是润滑剂。油还是脂?什么稠度?什么基础油粘度?很多人只看轴承型号,根本不看配套的润滑方案。结果呢?高速轻载的角接触球轴承,用了高粘度的锂基脂,发热直接让保持架变形。
还有游隙。C3、C4 不是随便标的。过盈配合会把游隙吃光,热膨胀又会进一步收紧。一台轧机支承辊的调心滚子轴承,如果游隙选小了,跑起来滚子端面能把内圈挡边磨出台阶——这声音,像火车碾过铁轨缝,刺耳得很。
失效分析——轴承的“尸检报告”
轴承报废了,别急着扔。每一处伤痕都是线索。你以为它死于“疲劳”?不一定。我拆过一套圆锥滚子轴承,滚道剥落得均匀漂亮,典型的接触疲劳,那是设计寿命到了。但另一台设备里,一模一样的型号,内圈裂成三瓣——这明显是安装不当。冷敲硬砸,剩点细微裂纹,运转时应力集中,直接崩掉。
我最怕见到的失效模式是电蚀。电机轴承,轴电流没疏导好,滚道上会留下一排排搓衣板似的波纹。显微镜下看,像微型电火花打的坑。这时候你换新轴承?没用。不解决接地碳刷问题,三个月还得换。
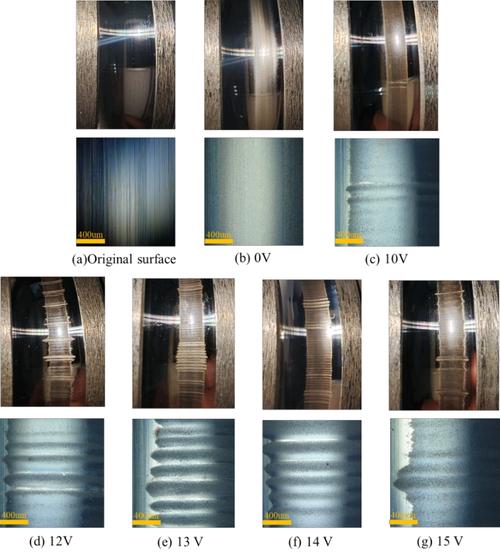 轴承电蚀搓衣板纹路显微镜图
轴承电蚀搓衣板纹路显微镜图
还有一种隐形杀手:微动腐蚀。轴承与轴颈配合面,在振动下产生微小相对位移,氧化后生成红褐色磨屑。这玩意会破坏配合,引发松动,最后导致整个轴系振动超标。很多风机停机检查,发现轴承外圈带着座孔一起磨损,根源就是它。
所以失效分析不是看一眼就下结论。你得看润滑剂状态——变黑变稀?是不是高温氧化了。看保持架磨损痕迹——有没有偏斜?可能是不对中。甚至闻一下气味,那种烧焦的酸味,往往是润滑脂碳化的信号。这活儿,没点实战经验,真干不来。
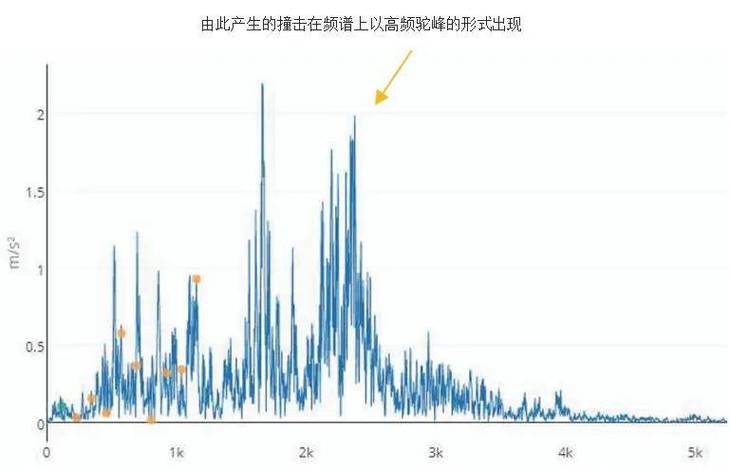
振动监测:给轴承“听诊”
预防性维护年代,我们靠耳朵。老师傅拿着螺丝刀顶住轴承座,另一端贴耳朵听——沙沙声正常,嘎嘎声可能缺油,咔哒声大概率有剥落。现在先进了,用振动分析。加速度传感器贴上去,频谱图一看,啥缺陷都藏不住。
但仪器再牛,也得会解读。比如,内圈缺陷频率通常在转速频率的 4-5 倍左右,具体要看型号。出现这个峰值,立刻停机换吧,别犹豫。滚动体缺陷频率往往带边频带,因为滚动体自转的同时还在公转。保持架缺陷频率则明显低得多,大概 0.3-0.5 倍转速频。
 轴承振动频谱缺陷频率分析图
轴承振动频谱缺陷频率分析图
不过话说回来,光看频谱容易误判。有一次,频谱上突出一个外圈缺陷频率,我们紧张兮兮打开,发现是润滑脂里混入了大颗粒污染物,在滚道压出印痕,但还没形成剥落。虚惊一场。所以振动监测要结合趋势管理,看信号是突然起来还是缓慢增长。缓慢增长大概率是真缺陷;突发尖峰,先检查是不是偶发冲击或传感器松动。
现在流行在线监测,4G 模块直接上传数据到云端。甚至可以远程诊断。但这也带来新问题——数据太多,看不过来。一家化工厂的泵群,几百个测点,每天报警几十次。最后靠人工智能算法做初筛,可有些工程师又信不过,怕漏报。人和机器的信任,还需要磨合。
你可能会问
问:轴承运行时有周期性噪音,但振动值没超标,该不该停机?
答:别只看振动总值!总值不超标不代表没缺陷。一定要看频谱,哪怕用手机 App 做个简易 FFT 都行。如果出现清晰的 BPFO(外圈故障频率)或者 BPFI(内圈故障频率)尖峰,哪怕幅度小,也说明有早期剥落。这时候可以监控,但要缩短监测间隔,并准备备件。如果噪声频率很乱,像沙沙声,多半是润滑不良,补脂就行。
问:高温工况下,润滑脂怎么选?感觉换了多种脂都不行。
答:高温先看基础油类型。矿物油滴点低,超过 120°C 就危险;得换成聚脲基或者复合磺酸钙基润滑脂,滴点能到 250°C 以上。还要看稠化剂耐不耐热。另外别忘了,基础油粘度要随温度升高乘以一个系数,可以用粘温曲线算。如果还不行,干脆改油气润滑,直接喷油雾冷却。我处理过一条高温烘箱传送线,用合成油加 PTFE 固体润滑剂才搞定。
尾声·一点牢骚
轴承这行,干久了会敬畏。再好的 SKF、NSK、FAG,也经不起野蛮操作。我见过操作工用液压拉马硬拽内圈,结果滚道产生布氏压痕;见过机修在轴承座里抹满黄油,以为越多越好,结果散热不良,脂变稀流失。高级轴承需要高级维护,不然就是暴殄天物。
还有件事不吐不快——现在一些采购只比价。同样的 6203-2RS,大牌和杂牌价差几倍,但寿命差几十倍。贪便宜的结果是半年一换,算上停机损失,亏到姥姥家。真想建议每家工厂,建一个轴承全寿命成本台账,把安装、维护、停机折算进去,自然就知道怎么选了。
说到底,轴承是工业的关节。关节灵活,整车才跑得顺。最后啰嗦一句:如果你下次听到刺耳的尖啸,别光捂耳朵,那可能是轴承在喊救命。