齿轮精度那些事儿:从制造到检测,老工程师的肺腑之言
干了二十多年齿轮,最怕听到的一句话就是——‘这齿轮精度多少?给我做到最高!’ 说实话,每次我都想反问:你真正需要多少? 精度那个数字,可不是越高越好,它背后是白花花的银子,是机加工师傅深夜里熬红的眼睛,更是整个工艺链的博弈。今天不想写教科书,就聊聊这些年踩过的坑,和一些可能让你少走弯路的常识。
精度等级,不是简单的数字游戏
刚入行那会,拿到图纸看到DIN 6级,心里就打鼓。老外的东西,要求严。后来慢慢明白,6级意味着齿形误差要控制在几个微米——一根头发丝的十分之一。这可不是闹着玩的。不过话说回来,如果仅仅是低速重载的矿山机械减速箱,你非要上4级精度,那纯粹是...烧钱。因为高精度带来的收益,可能还不如多留点安全系数来得实在。对吧?
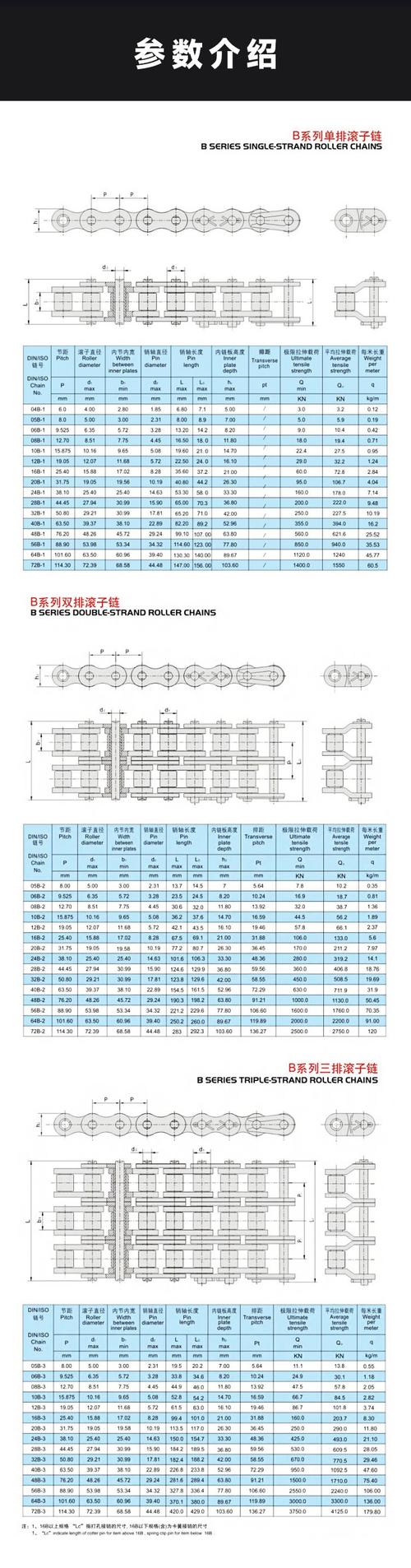
我们一般接触的标准,ISO 1328 分13个等级,0级最高,12级最低,但工业上常用的是4到9级。还有个AGMA标准,老美用的,转换起来有点绕。记得有次客户非要按AGMA 15级,我查了半天,发现自己OUT了,那是更新的分类。唉,标准这东西,学不完。
 高精度磨齿车间齿轮检测实拍
高精度磨齿车间齿轮检测实拍
制造现场:那些让人头疼的问题
磨齿是保证精度的关键工序。但磨齿之前呢?材料稳定性、锻造比、预先热处理,哪一环掉链子,后面全白费。我印象最深的一次,一个厚大齿轮渗碳淬火后变形量超过0.3mm,磨齿根本找不正,最后只能报废。那段时间,整个车间气压都很低。后来我们发现,问题出在渗碳工装不合理,导致冷却不均匀。你说,这是设计问题还是工艺问题?说不清。反正,齿面硬度与精度的匹配,绝对是门艺术。
另外,刀具。滚齿刀钝了还舍不得换,出来的齿轮齿形误差肯定大。有些小厂为了省成本,一把刀用到极致,最后产品就像...被狗啃过。玩笑归玩笑,但刀具管理是中小齿轮厂最易忽视的品质瓶颈。说句题外话,这几年国产刀具进步很快,有些地方甚至比进口货更适应我们的材料。
问:我们订了一批6级齿轮,装机后噪音巨大,但检测单显示合格,咋回事?
答:这个问题经典。大概率是检测只做了齿形齿向,没做齿距累积误差。齿距累积超差会导致传动不平顺,尤其高速工况下,噪音、振动立马就来。还有可能是配对齿轮的精度等级没匹配,或者箱体孔距偏差大。记住,单检一个齿轮意义有限,装配后的啮合质量才是王道。
 齿轮双啮仪检测齿轮啮合斑点
齿轮双啮仪检测齿轮啮合斑点
检测手段:从手感到激光
 检测手段:从手感到激光
检测手段:从手感到激光
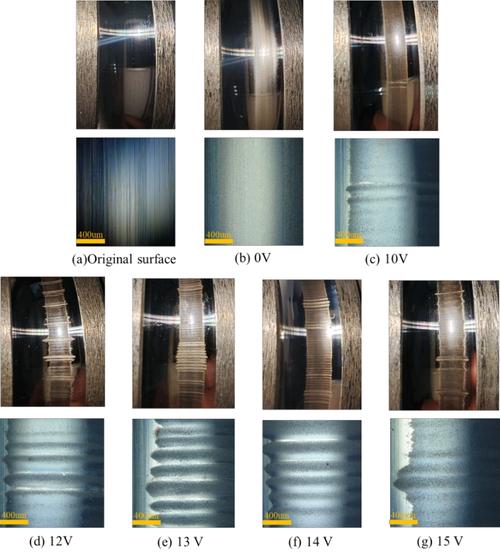
三十年前,老师傅用手捻齿轮,靠手感判断齿面粗糙度,眼神定端跳。现在呢?三坐标、齿轮测量中心、激光跟踪仪,都是上百万的设备。我们车间有台克林贝格P65,操作的小伙子叫它‘大白’。它能自动生成拓扑图,齿面误差一目了然。但设备再好,测量策略不对,数据全是假的。比如基准选择,用顶尖孔还是齿轮轴颈?补偿搞错没有?我见过一份报告,齿形误差完美,可复检发现,测量时基准偏了0.02mm,全部重来。❌
还有一个趋势,在线测量。现在一些高端机床自带测头,磨齿过程中就能补偿误差,不用等加工完再发现。这玩意儿,让不稳定批次的废品率从10%降到了2%以下。❗当然,投资不菲。但如果你做风电齿轮,高铁齿轮,这些关系到人命的产品,这点投入绝对值。
问:我们想提升齿轮精度,但预算有限,应从哪下手?
答:先抓热处理和基准。很多厂怪机加工,其实70%的精度损失来自热处理变形。优化渗碳淬火工艺,改善工装,能大幅减少变形,后续磨削量就小,精度自然上去了。再就是齿轮的定位基准面一定要精加工,很多粗基准直接上磨齿,磨半天都是歪的。这两点做好了,不用换顶级设备和刀具,精度也能上一个台阶。
数字化的浪潮,齿轮人的冷思考
 数字化的浪潮,齿轮人的冷思考
数字化的浪潮,齿轮人的冷思考
这两年,数字孪生、工业互联网炒得火热。有次展会,某公司演示‘齿轮智能产线’,大屏上数据流炫酷,台下几个老工程师嘀咕:这数据,有几个是真的从机床实时抓取的?不过,数字化对精度的贡献,在过程控制上。比如,通过采集磨削力、温度、砂轮磨损数据,预测齿轮精度变化趋势,提前调整参数,确实能提升CPK值。但这需要大量的基础数据和扎实的工艺知识,不是上个MES就完事了。
另外,齿轮修形技术正在普及。过去修形靠经验,现在通过KISSsoft等软件模拟啮合,再在磨齿机上实现。这可以显著降低传动噪音,延长寿命。我们给某新能源减速器供的斜齿轮,做了齿向修形后,NVH提升明显。说实话,纯靠更高精度等级去压制噪音,不如巧用修形,成本低多了。💡
最后,说点私心话。齿轮这个行业,很古老,但总是在微米级进步。别指望天翻地覆,它是一个极其吃经验的领域。年轻人如果不喜欢油污、噪声,可能待不住。但一旦着迷,会发现那一圈圈渐开线里,藏着机械的魂魄。