销连接:那些年被低估的机械关节,一位老工程师的踩坑实录
干了二十年机械,最怕的不是什么高深莫测的新技术——说实话,那些东西慢慢啃总能消化。真正让人半夜惊醒的,往往是图纸角落里一个不起眼的销连接。你信不信?就这根小玩意,能让你整条产线趴窝,能让百万设备当场报废。去年我亲眼见过,一个定位销的剪切失效,造成机械臂把工装直接捅穿,那场面……💥
定位销:精度寿命的无声杀手
很多人觉得定位销嘛,两个法兰一合,钻个铰孔,锤子敲进去,齐活。可是——孔径公差H7和H8的差别,在每分钟2000次冲压的工况下,半年后就是0.1毫米的位移。0.1毫米,觉得小?在你那台要求重复定位精度±0.02毫米的视觉检测设备上,这就是废品率的飙升。
说个真事。给我们供精密滑台的一家厂商,一直抱怨导轨更换频率太高。我去现场一看,定位销居然是现场用普通钻头打的,配合间隙松垮得像老太太的假牙。后来逼着他们用枪钻铰孔,改圆柱销为锥度1:50的锥销,寿命翻了四倍。有时候不是设计问题,是执行太糙。
 锥销定位与圆柱销定位精度对比图
锥销定位与圆柱销定位精度对比图
❗ 还有材料。你发现没,很多进口设备上,定位销是发黑的,但台肩下面却磨得亮晶晶。那是氮化处理过的表面,心部还保持韧性。不像某些国产件,整体淬硬HRC60,一受冲击直接崩口。谁说硬度越高越好?那是外行话。
问:定位销经常断裂,我把直径从8mm加到10mm,怎么还是断?
答:你方向可能错了。断裂通常不是静强度不够,而是疲劳。先分析断口——如果是从根部断裂且有贝壳纹,那是弯曲疲劳,你该检查配合面的平行度或锁紧力。加大直径,如果不改善装配应力,可能断得更干脆。我建议先查看安装工艺,是不是敲进去的时候打偏了?或者——干脆换个弹性销试试,让应力分散。
连接销:别让振动把你的设备拆成零件
连接销最大的敌人不是拉力,是那该死的振动。你没见过矿用振动筛的销轴,不到一周就磨出深沟,然后“咔嚓”一声——整个筛箱塌下去。那个声音,听到一次你就不想听第二次。
我们后来怎么解决的?把光轴改成带螺旋油槽的淬硬销,配合固体镶嵌自润滑轴套。还得算一下微动磨损的临界滑移幅值,小于10微米时几乎不磨损。但如果不做表面强化,哪怕你用了40Cr调质,高频振动下接触面温度能到300°C,润滑脂很快流失。很多设计者压根没想过摩擦腐蚀这一茬。
 振动设备连接销微动磨损对比图
振动设备连接销微动磨损对比图
还有一个坑,开口销防松。说实话,很多安装工就觉得把开口销腿掰弯就完事了……见过只掰一边的吗?振动久了,销子自己转出来,那根开口销在里面悠闲地晃。规范要求双腿都要反向弯过销的端面,并且弯折半径不能太小以防应力断裂。这玩意儿没人教,图上也从来不标详细,全靠老师傅骂人传承。
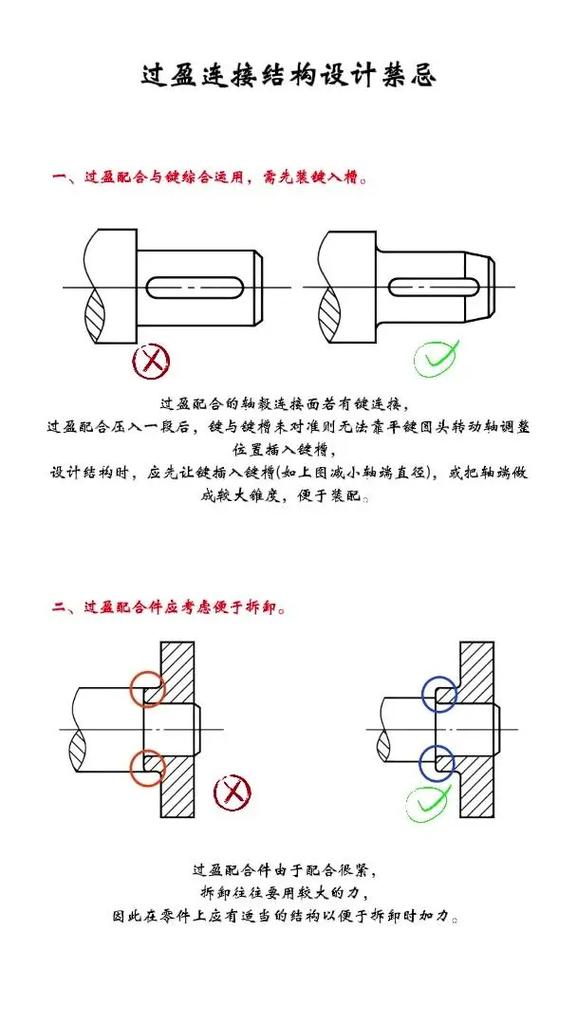
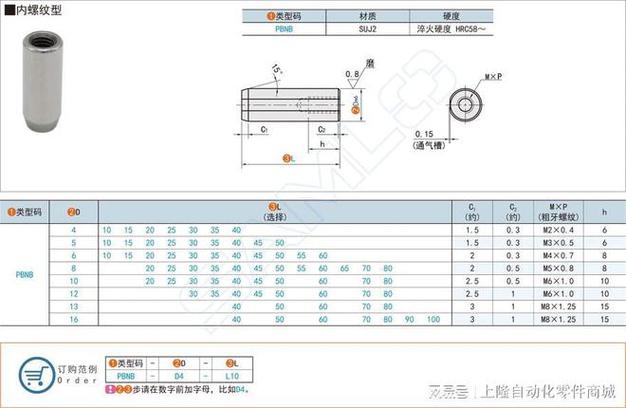
问:圆锥销和圆柱销哪个更适合需要频繁拆装的结构?
答:如果你拆卸频率高于一周一次,果断选圆柱销或带内螺纹的圆锥销。标准圆锥销虽然自锁性好,但拆卸简直就是噩梦——有时候得用冲棒砸半天,孔眼都可能胀大。我现在设计都尽量用带螺纹尾部的圆锥销或快拔销,哪怕多花点钱,维护工不骂你。还有,用内螺纹锥销时,拔销器丝杆要跟销槽垂直,不然丝扣容易滑牙。😤
安全销:关键时刻掉链子?那可能救了你整条产线
安全销这东西,设计初衷是多美好啊——过载时它先断,保护昂贵的齿轮箱。但现实呢?要么不断,要么不该断的时候断了。我碰到最离谱的一个案例,一台剪切机,安全销按照计算选用了45钢正火,结果连续切断三次。查下来,操作工居然用Q235的普通铁棒自己车了几根——因为仓库没备件,怕停机。天呐,“临时”一下差点把减速机干报废。
💡 选安全销必须死磕剪切强度和疲劳寿命的平衡。你按静载算了个直径,结果实际冲击载荷有共振放大,它提前疲劳断裂;或者你怕断,选材太韧,结果设备堵转时它不剪断,电机烧了。现在有些高端设备上开始用电子式扭矩限制器替代机械安全销,但成本高。对于传统设计,必须用明确的工艺控制:销径公差、表面粗糙度甚至倒角大小,都会影响剪切阈值。
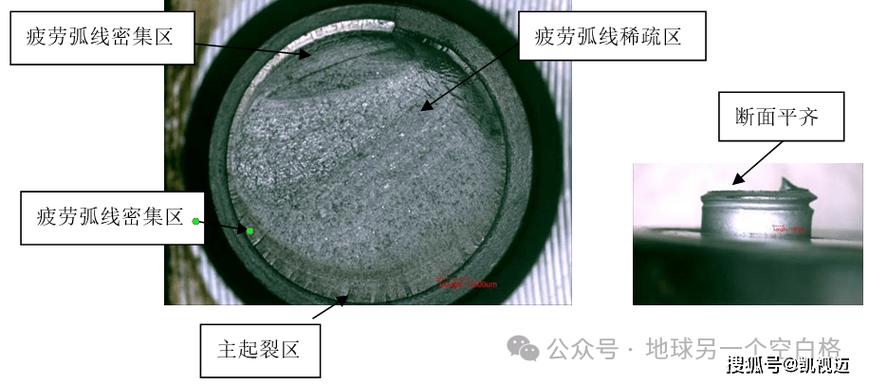
顺便说,断口分析特别重要。平直的剪切断口是理想的,一旦出现缩颈或斜断,说明弯曲或者硬度太低,可能失效点有严重偏移。别换根新的就完事,一定要追究根本原因——否则迟早把你陪进去。
选型与维护:几条血泪经验
 选型与维护:几条血泪经验
选型与维护:几条血泪经验
最后唠叨几句,没什么章法,想到哪说到哪:
- 优先用标准件,别没事自己设计非标销。你以为显着水平高,后续采购和备货全是坑。
- 带有拆卸困难的工况,提前设计顶出孔或油压拆卸通道,图纸上要标注。
- 防锈环节不能省。间隙配合处水汽腐蚀最头疼,不锈钢材质或镀层结合防卡剂,才能保证以后拆得下来。
- 定期检查不能只看外观。建议使用内窥镜观察深孔内部磨损,或者用超声波测厚——尤其大型锻造设备的吊挂销,内部裂纹表面根本看不出来。
工业制造没有神话,细节就是魔鬼。下次再有人指着销连接说“这有什么技术含量”,你可以把这篇文章甩给他。😂