注塑件缩水?别慌,一线老师傅的实战解决手册
干了十几年注塑,最怕听到车间喊:'老大,又有缩水!' 说实话,那种一拳打在棉花上的无力感,经历过都懂。尤其当你调了半天工艺,温度、压力、保压时间试了个遍,那该死的凹痕还在那里——恨不得把模具砸了的心都有。不过话说回来,缩水这玩意儿,真不是调调机就能搞定的。多少老师傅栽在上面,就是没搞明白根儿在哪。
 注塑件表面缩水凹痕实例照片
注塑件表面缩水凹痕实例照片
我今天不说那些教科书式的废话。咱们就聊聊,到底怎么跟缩水死磕。先抛个结论:80%的缩水问题,模具背锅;15%是材料使绊子;剩下5%才是工艺能救的。信不信由你,反正我这些年踩的坑是这么告诉我的。
别只盯着注塑参数!模具可能是元凶
很多技术员一看见缩水,条件反射就是加保压、延长冷却。有用吗?有时候屁用没有。你有没有想过,浇口都冻住了,保压还能传过去?扯淡。特别是小浇口、薄壁件,保压时间再长也是做样子。真正有效的保压,只在浇口封闭之前那零点几秒。之后压力根本打不进型腔。所以浇口设计,是第一个要查的——尺寸、位置、形状,哪样都可能捅娄子。记得有一次,一个壳体件,筋位背面老是缩,改了半个月工艺快疯了,最后把浇口加宽了1mm,瞬间根治。你说气人不气人?
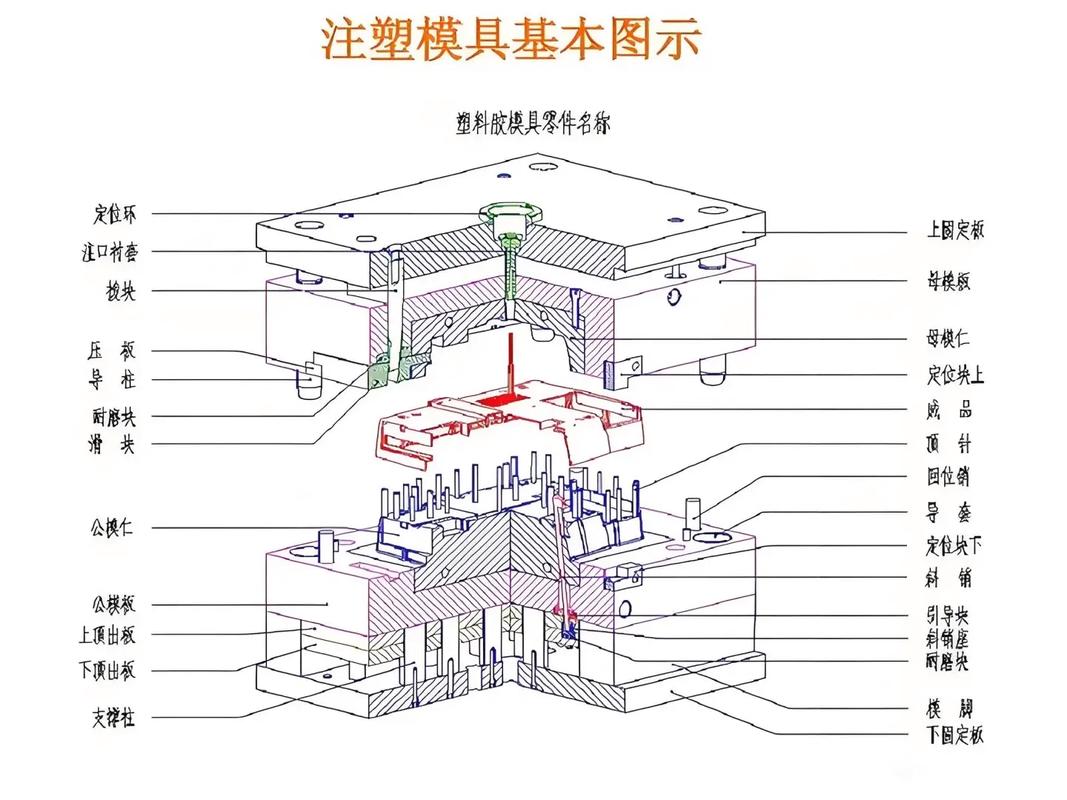 注塑模具浇口位置与缩水关系示意图
注塑模具浇口位置与缩水关系示意图
还有冷却。一模出八穴,偏偏某个穴总有缩水,那指定是冷却不均。用手摸摸模具温度,温差超过5℃就能出问题。特别是深腔、厚壁处,冷却慢了,表面已经结皮,内部还在收缩,不凹下去才怪。这里强烈建议用模温机分区控制,别怕成本,缩水率降下来,报废品省的钱够你买好几台。对了,排气也得留个心眼——困气导致填充不足,压力传不实,缩水就这么来的。别以为排气槽只是跑胶边用的,它对缩水的影响被严重低估了。
💡 小贴士:下次试模,带着热成像仪扫一遍模具,冷点热点一目了然。别凭手感,手会骗你。
材料收缩率,选对牌号少一半麻烦
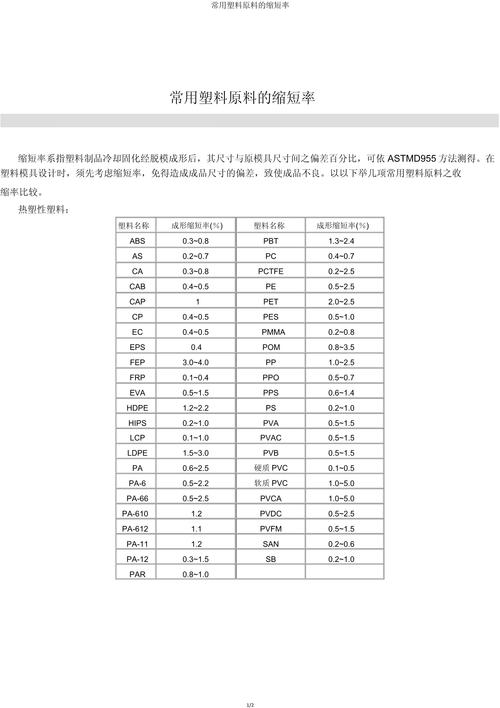 材料收缩率,选对牌号少一半麻烦
材料收缩率,选对牌号少一半麻烦
有次做一个透明件,PC料,缩水怎么都调不平。后来换了高流动级的PC,收缩率从0.6%降到0.4%,压力需求也降了,缩水自然消失。那一刻真想抽自己——早干嘛去了。不同材料的收缩特性天差地别,结晶料的收缩率普遍大于非结晶料。比如PA66,收缩率能到1.5%,加玻纤后降到0.3%但各向异性,横向和纵向收缩不一样,该缩还是缩。PP更别提了,1.8%的收缩率,不加填充料,缩水几乎是必然的。所以选材时,别光看强度、价格,收缩率表得翻烂。必要时候让供应商提供实测数据,那些理论值都是忽悠。
还有个坑:回料。回收料比例一高,收缩率就漂。你按新料调好的工艺,掺了20%回头料,缩水立马冒泡。我一般建议,精密件回料比例不超过10%,外观件不超过15%。并且每批来料测一下熔指,波动太大直接退货。省那点材料钱,调试浪费的电费和工时,亏死。
产品设计时的小心机,避免壁厚突变
 产品设计时的小心机,避免壁厚突变
产品设计时的小心机,避免壁厚突变
缩水最根深蒂固的原因——壁厚不均。设计工程师们啊,求求你们,三维图拉得爽,考虑过注塑件的感受吗?一个大平面下面顶着根筋,筋的壁厚是平面的1.5倍,那筋背面就是一个凹坑预订。因为厚壁处冷却慢,收缩量大,把表面拉进去了。这不是模具的错,是设计结构就有缺陷。壁厚比控制在1:1.4以内,能避免大部分缩水。实在避不开,就在厚壁处做掏空或纹理,降低收缩应力。或者干脆加个凸台,把缩水凹痕隐藏在产品内侧。很多好设计,不是没缩水,而是缩在你看不见的地方。
✅ 设计审查清单:收到产品图,先检查筋位与主平面厚度比,再查Boss柱根部是否过厚,最后看有没有壁厚突变。这三条及格,模具才可能合格。
QA环节:这些年我被问烂的两个问题
问:为什么我调整了保压压力和时间,缩水没改善,反而把产品撑出毛边了?
答:典型的浇口冻结太早,压力打不进去,型腔根本没充满你就想用保压去'压实'。结果是浇口已经封了,压力全憋在螺杆和射嘴那里,等你降压时,没有补充的料流,缩水依旧。毛边是因为你在浇口封闭前那瞬间压力过高,把模具胀开了。解决办法:要么加高料温延迟浇口冻结,要么改浇口尺寸。保压不是万能的,别瞎调。
问:我用的是玻纤增强PA,缩水时有时无,同一模次有的穴有有的穴没有,怎么回事?
答:玻纤取向搞的鬼。玻纤在流动过程中会定向,导致收缩各向异性。不同穴的流动路径、速度差异,导致玻纤排布不同,收缩量就忽大忽小。检查模具的流道平衡性,保证各穴进胶点压力一致。如果还是不行,提高模具温度,让玻纤松弛,但别太高,否则结晶度增加又带来新的收缩。这种问题最头疼,往往得反复试。
结语
 结语
结语
缩水这事儿,说大不大,说小不小。但真要彻底根治,得系统性地来,光盯着成型参数没用。模具、材料、设计,三驾马车缺一不可。当然,如果你实在不想折腾,还有个绝招——把缩水那个面做成皮纹。眼不见心不烦,也算一种解法。不过玩笑归玩笑,做注塑件的,谁还没跟缩水较过劲呢?哪天你要是被折磨得没辙了,回头看看这篇文章,说不定就能找到那个卡住的点。共勉吧。