机加工件实战:从图纸到交付,那些年我掉的坑
我干机械加工快二十年了,经手的机加工件没有十万也有八万。说实话,直到今天,每次拿到新图纸还是会心头一紧——不是怕做不出来,是怕图纸上那些标注又藏着什么坑。上周就来了个活儿,一个铝合金薄壁件,壁厚1.5mm,公差±0.005,还要求Ra0.4。客户说,这玩意儿是光通信设备里的精密零件,差一点也不行。行吧,谁让咱吃这碗饭呢。
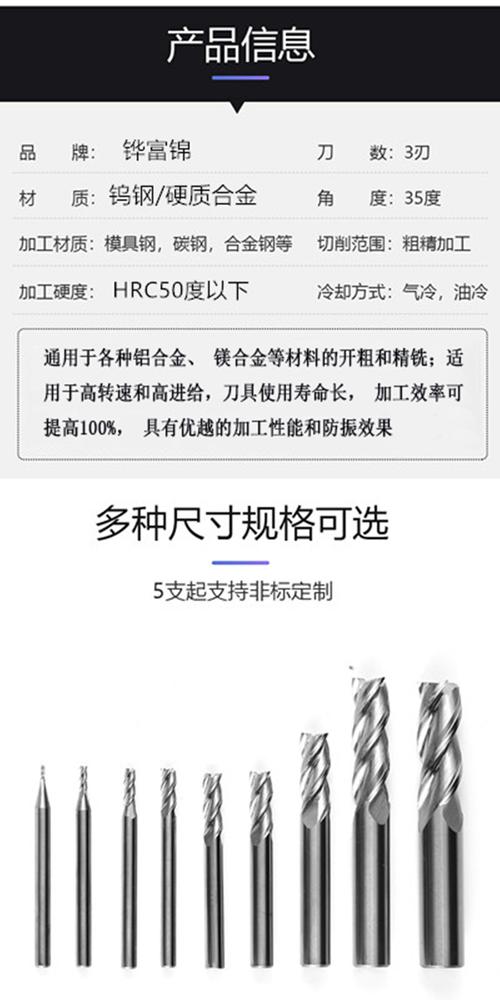
 铝合金薄壁机加工件加工中刀具选择
精密恒温车间内加工机加工件
工具方面,刀具磨损检测必须跟上。别指望操作工凭肉眼判断——等他发现表面光洁度变差,说不定已经干废三件了。现在都用在线测量和自适应加工,但小厂哪玩得起?这就是现实。
三坐标测量机全尺寸检测精密机加工件
写到这里忽然想起一件事。有个长期合作的客户,每次下单都发来图纸,但从不要求签样。有一回产品出了微小变化,我们做了两年都没发现,直到他们新来的质检对出旧样品比对,才发现局部圆角变大了0.1mm。原来是我们编程工程师换人之后没注意细节。所以,样品和首件确认流程不能有任何懈怠。哪怕合作再久,该签的样必须签。
行吧,暂时想到这些。干机加工就是跟细节死磕,经验都是拿报废件堆出来的。共勉。
铝合金薄壁机加工件加工中刀具选择
精密恒温车间内加工机加工件
工具方面,刀具磨损检测必须跟上。别指望操作工凭肉眼判断——等他发现表面光洁度变差,说不定已经干废三件了。现在都用在线测量和自适应加工,但小厂哪玩得起?这就是现实。
三坐标测量机全尺寸检测精密机加工件
写到这里忽然想起一件事。有个长期合作的客户,每次下单都发来图纸,但从不要求签样。有一回产品出了微小变化,我们做了两年都没发现,直到他们新来的质检对出旧样品比对,才发现局部圆角变大了0.1mm。原来是我们编程工程师换人之后没注意细节。所以,样品和首件确认流程不能有任何懈怠。哪怕合作再久,该签的样必须签。
行吧,暂时想到这些。干机加工就是跟细节死磕,经验都是拿报废件堆出来的。共勉。
 铝合金薄壁机加工件加工中刀具选择
铝合金薄壁机加工件加工中刀具选择
机加工件的精度,到底卡在哪?
多数人以为有了高端设备就能做出高精度机加工件,其实没那么简单。加工精度是个系统工程,从机床、刀具、夹具到工艺参数、环境温度,哪一环出点问题,尺寸超差就是分分钟的事。特别是薄壁件,夹紧了变形,松开了又弹回去,简直是个弹簧。我有次加工一个钛合金阀体,折腾了两天,最后发现是切削液温度波动了0.5度,造成热胀冷缩,内径小了几个μ。你说气不气人?所以现在恒温车间是标配,温度控制对精密机加工件来说太关键了。 精密恒温车间内加工机加工件
工具方面,刀具磨损检测必须跟上。别指望操作工凭肉眼判断——等他发现表面光洁度变差,说不定已经干废三件了。现在都用在线测量和自适应加工,但小厂哪玩得起?这就是现实。
精密恒温车间内加工机加工件
工具方面,刀具磨损检测必须跟上。别指望操作工凭肉眼判断——等他发现表面光洁度变差,说不定已经干废三件了。现在都用在线测量和自适应加工,但小厂哪玩得起?这就是现实。
材料,永远是个坎
机加工件的材料选型往往是客户指定,但加工可行性有时候得靠沟通。我记得有客户非要PEEK材料做螺纹,结果螺纹强度不够,一拧就滑丝。后来换成铝青铜,问题解决。所以遇到特殊塑料或不锈钢,最好先试切确认工艺。还有个常见坑:同一牌号的材料,不同批次硬度差别大。国产SUS304有时候硬度飙到HB200以上,刀具寿命直接腰斩。我给供应商加了条要求:每批料必须附硬度检测报告。不然废品率太高,赔不起。 问:机加工件选材料时有哪些容易被忽视的物理特性? 答:热膨胀系数和残余应力。很多人只看强度硬度,但加工中如果材料热胀冷缩严重,精加工完冷却后尺寸会缩。还有铸造件毛坯有内应力,切削后应力释放变形。最好要求供应商做时效处理,或者自己安排去应力退火。别问我怎么知道的,都是泪。表面处理——最容易被坑的环节
机加工件的表面处理(阳极氧化、发黑、镀锌等等)经常搞出一堆幺蛾子。尺寸呢?加了涂层之后螺纹拧不进去,阳极氧化后孔径变小,氧化层厚度控制不住……这些细节图纸上压根不体现。所以图纸上一定要标注“表面处理后尺寸”还是“处理前尺寸”,并且给出膜厚范围。跟外协厂沟通时,我现在的习惯是:把成品样件寄过去,标注重点尺寸,附上检测报告。别指望口头交代,扯皮的事太多了。 还有一个血泪教训:铝件硬质阳极氧化后表面硬度高,但脆性大,边角容易崩缺。设计时应该避免尖角,否则一碰就是一个口子。这些经验不交学费学不来。 问:机加工件阳极氧化后局部发黑或颜色不均是什么原因? 答:大部分情况是前处理没弄干净。切削液残留、油污、甚至触摸的手指印都会导致氧化膜不一致。建议加工后及时清洗,用专用清洗剂,别用洗衣粉水——含硅会影响结合力。再有,挂具接触不良也会产生阴影。所以找一家靠谱的表面处理厂比什么都重要。质检:最后的防线,也是最大的变量
精密机加工件离开车间前,检测是生死线。但检测手段本身带来的误差常常被忽略。三坐标测量机的精度、测针选择、测量程序都会影响结果。有次我们内孔直径测出来30.000mm,客户用气动量仪测是29.998。2微米的差异,差点退整批货。最后我们买了标准环规验证,发现我们的三坐标误差偏大了。所以,定期量具校准和比对是必须的,而且关键尺寸尽量用高精度量具复查。 现在很多客户要求提交机加工件全尺寸检测报告,FAI(首件检验)更是必选项。数字化检测系统能自动生成报告,减少人工誊写错误,也算是趋势吧。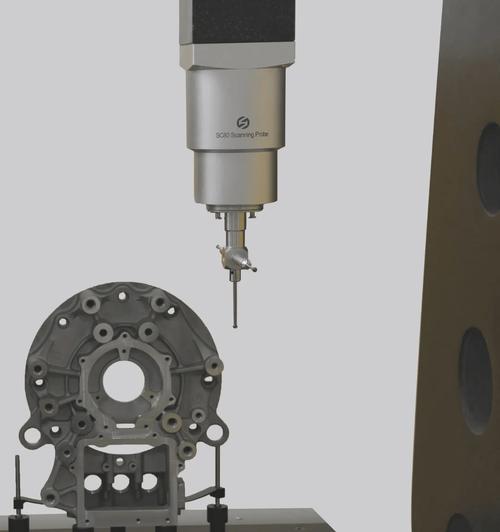 三坐标测量机全尺寸检测精密机加工件
写到这里忽然想起一件事。有个长期合作的客户,每次下单都发来图纸,但从不要求签样。有一回产品出了微小变化,我们做了两年都没发现,直到他们新来的质检对出旧样品比对,才发现局部圆角变大了0.1mm。原来是我们编程工程师换人之后没注意细节。所以,样品和首件确认流程不能有任何懈怠。哪怕合作再久,该签的样必须签。
行吧,暂时想到这些。干机加工就是跟细节死磕,经验都是拿报废件堆出来的。共勉。
三坐标测量机全尺寸检测精密机加工件
写到这里忽然想起一件事。有个长期合作的客户,每次下单都发来图纸,但从不要求签样。有一回产品出了微小变化,我们做了两年都没发现,直到他们新来的质检对出旧样品比对,才发现局部圆角变大了0.1mm。原来是我们编程工程师换人之后没注意细节。所以,样品和首件确认流程不能有任何懈怠。哪怕合作再久,该签的样必须签。
行吧,暂时想到这些。干机加工就是跟细节死磕,经验都是拿报废件堆出来的。共勉。