气氛炉:我交过的智商税,能买辆奥迪了
干热处理十五年,经手的气氛炉不下百台。从早年信了厂家的宣传,到后来自己拆炉膛改气路,踩的坑多到——不说了,说多了都是泪。今天把这些血泪史写出来,不是为了教育谁,就是憋得慌。
一、被真空度欺骗的那些年
刚入行那阵儿,我对“极限真空度”有种病态迷恋。觉得数值越低,炉子越高级。有次买一台预抽真空气氛炉,厂家拍胸脯保证能抽到0.067Pa。结果呢?到厂里一测,两个小时才降到10Pa,压升率更是离谱。后来才发现,他们测真空用的是新炉、空炉、不放任何工件,而且只抽了炉胆,管路里残留的水汽根本没算进去。
✅ 经验:别盯着极限真空度,压升率才是命门。 工业现场湿度大、工件带油,炉子用上半年,真空性能滑坡是常态。我现在验收时,直接要求带模拟负载测压升率,标准比国标严一倍。达不到?退货。就这么简单。
说到真空,还得提一嘴——很多厂家会把气氛炉和真空炉的概念混着卖。其实完全是两码事。气氛炉重点在气氛控制精度,真空只是辅助手段,真把它当真空钎焊炉用,会死得很难看。我见过有人拿气氛炉做钛合金钎焊,结果焊接区氧化得跟彩虹似的,整炉报废。
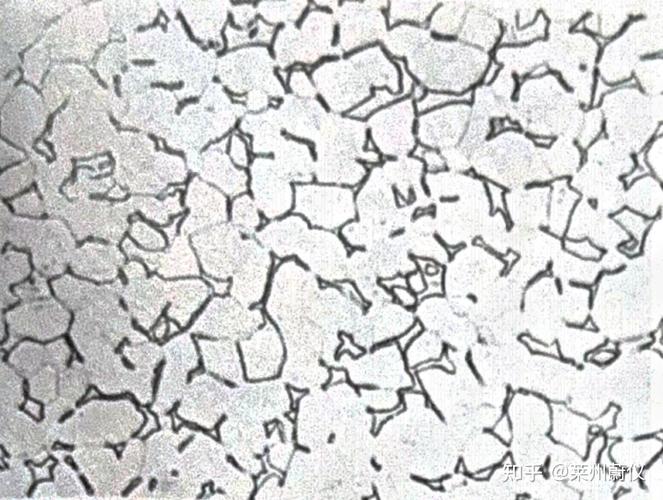
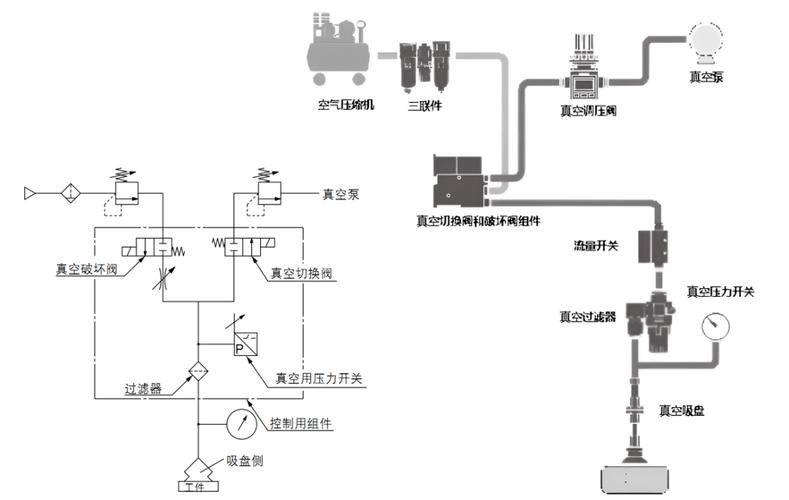 气氛炉真空系统管路泄漏检测示意图
气氛炉真空系统管路泄漏检测示意图
问:都说气氛炉要预抽真空,那真空度要求看什么指标才靠谱?
答:分情况。如果你是做光亮淬火或真空回火,那极限真空度确实得关注,但更要盯着压升率——至少做到0.6Pa/h以下才算合格。如果只是做可控气氛渗碳,真空只是个快速排气泡的手段,连机械泵都不用配太好,抽到10Pa左右就行。关键还是炉体密封和气氛均匀性。很多人钱都花在泵上,结果炉门法兰漏气,纯属本末倒置。
二、碳势控制:氧探头的爱恨情仇
做渗碳、碳氮共渗的同行,肯定跟氧探头有过“刻骨铭心”的故事。这玩意儿娇气得很,积碳多了不准,温度低了不准,参比气流量不对也不准。最离谱的一次,新换的探头用了不到三天,碳势显示0.8%稳稳的,结果工件出来碳化物超级大——剖检一看,碳势至少1.2%!拆下探头,发现保护管表面一层亮晶晶的碳黑,完全屏蔽了信号。
💡 后来我学乖了,定期烧碳黑,而且必须用记录仪看恢复曲线。如果恢复太慢,或者有过冲,立马换探头。别心疼那几千块钱,一炉高档齿轮废了,损失顶几十个探头。
 气氛炉氧探头积碳前后对比图片
气氛炉氧探头积碳前后对比图片
还有个坑:很多炉子的氧探头安装位置根本不合理,离气氛搅拌风扇太远,测出来的碳势滞后十几分钟。遇到这种炉子,我做工艺时会把强渗期碳势设得偏高0.1%,靠经验补。说出来都是泪,别人写工艺看电脑,我看炉子脸色。
问:我的气氛炉碳势波动大,氧探头经常失控,除了探头本身,还可能是什么原因?
答:第一查参比气。很多厂用瓶装压缩空气,含水量比参比气要求高几十倍,探头基准氧分压全乱了。必须用干燥且流量稳定的参比气,最好配个小流量质量流量计。第二看炉体漏气,特别是炉门和辐射管引出孔,用便携式气体分析仪沿着密封条走一圈,往往能发现惊喜。第三是气氛搅拌不均匀,风扇停了或者转速不够,炉内实际碳势分层,你那探头就成了局部取样器。别光怀疑探头,它只是个痨病鬼,根子在系统上。
三、别让“均温性”成为摆设
 三、别让“均温性”成为摆设
三、别让“均温性”成为摆设
买炉子时,厂家给的均温性数据基本是在空炉、特定温度点测出来的理想值。比如1200℃箱式气氛炉,铭牌写±5℃。一到实际生产,装上半炉工装夹具,再塞满形状不规则的零件——呵呵,±15℃都打不住。有次处理一种细长轴,淬火后硬度一头合格一头偏低,金相一看,铁素体都没溶干净。后来实测,炉膛前后温差接近30℃。
✅ 我的做法:新炉子验收,必须做“负载均温性测试”,用模拟生产状态的装载量,九点测温,在最高和最低工作温度分别测。数据不达标,整改方案通不过,坚决不付尾款。另外,炉子用个三五年,加热元件老化,均温性会恶化,建议每年做一次带工件测温,根据结果微调分区控温参数。别等产品出问题了才后知后觉。
话又说回来,气氛炉的流场设计比温度场更难搞。保护气氛或者渗碳气氛怎么在炉内循环,直接影响碳势均匀性和工件表面质量。我见过有的炉子风扇位置不对,气氛往一边偏,结果同一炉齿轮,朝风扇的一面渗层深0.2mm,背风面只有0.15mm。后来加了个导流罩,才勉强救回来。这些细节,厂家样本上从来不会告诉你。
最后啰嗦一句:气氛炉这东西,七分靠选型,三分靠调试,剩下九十分全看你怎么用。别迷信进口,也别瞧不起国产,关键是弄清自己的工艺需求。记住了,炉子是给产品服务的,不是反过来。