真空炉选型,别被厂家牵着鼻子走——一个老机械师的掏心窝经验
我一个干真空热处理20年的朋友,最近差点让新设备给坑了。
这事儿说起来还挺来气。
厂里扩产,采购真空炉,销售拍胸脯保证参数全够用——结果呢?
装料量一上去,极限真空度直接漂了,高温段温差干到±15℃。玩呢?
他说现在看见那台炉子就烦。
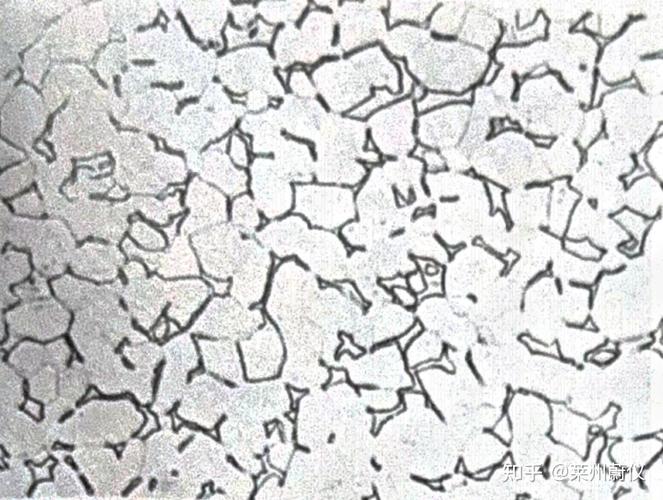
 高温真空炉内部加热室结构图解
说实话,很多技术协议里的“均温性±5℃”就是个文字游戏。怎么测的?空载,热电偶贴着加热元件摆——那能不准吗?
你得要求他们出九点测温的热态满载报告,看工件核心区实际温差。去年帮一家模具厂验收,空载曲线漂亮得很,满载一测,四个角温度塌了8℃,差点儿把人家Cr12MoV的晶粒度干废。
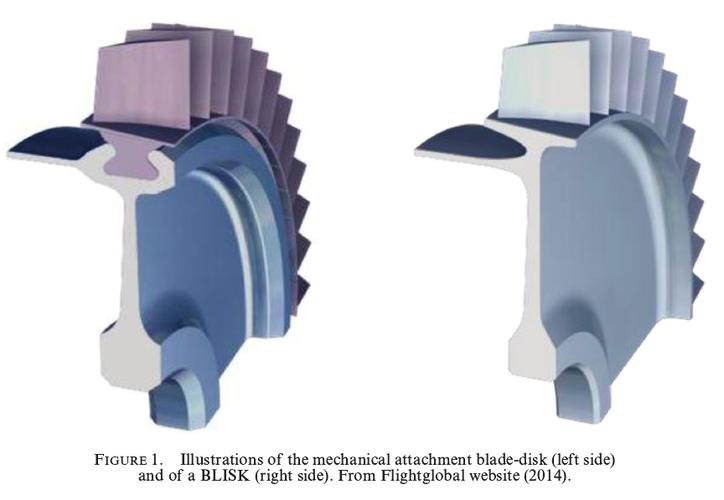
真空炉气淬冷却系统喷嘴布局示意图
问:真空油淬和高压气淬,到底选哪个?
答:问这个问题的,大概率不是做热处理的——开个玩笑。
简单说:油淬冷速快,但变形大,淬完你得洗件,油蒸汽还污染真空系统,每次开炉门那味道……啧。
气淬变形小,表面光亮,省了清洗工序,直接就能进回火炉。但成本高——你要买高纯氮气或者氩气,而且炉子本身耐压要求高,造价翻着跟头往上走。
我的建议:如果材料淬透性够,能用气淬就别碰油。实在没办法,比如搞大型轴承钢,那只能上油,但务必选带内循环冷却的真空油淬炉,别让油老化太快。
高温真空炉内部加热室结构图解
说实话,很多技术协议里的“均温性±5℃”就是个文字游戏。怎么测的?空载,热电偶贴着加热元件摆——那能不准吗?
你得要求他们出九点测温的热态满载报告,看工件核心区实际温差。去年帮一家模具厂验收,空载曲线漂亮得很,满载一测,四个角温度塌了8℃,差点儿把人家Cr12MoV的晶粒度干废。
真空炉气淬冷却系统喷嘴布局示意图
问:真空油淬和高压气淬,到底选哪个?
答:问这个问题的,大概率不是做热处理的——开个玩笑。
简单说:油淬冷速快,但变形大,淬完你得洗件,油蒸汽还污染真空系统,每次开炉门那味道……啧。
气淬变形小,表面光亮,省了清洗工序,直接就能进回火炉。但成本高——你要买高纯氮气或者氩气,而且炉子本身耐压要求高,造价翻着跟头往上走。
我的建议:如果材料淬透性够,能用气淬就别碰油。实在没办法,比如搞大型轴承钢,那只能上油,但务必选带内循环冷却的真空油淬炉,别让油老化太快。
选炉子就像找对象,光看脸不行
别上来就盯着最高温度、均温区尺寸这些硬指标。那玩意儿都是理想状态下的数据,跟你实际工况两码事。 你得先想清楚——我要处理什么材料?比如高速钢淬火,你得死抠真空度保持能力,因为铬元素在10⁻² Pa下就开始挥发,工件表面光洁度一垮,后面没得补。 要是做钛合金时效?那升温速率控制比绝对真空度重要多了,急不得。 高温真空炉内部加热室结构图解
说实话,很多技术协议里的“均温性±5℃”就是个文字游戏。怎么测的?空载,热电偶贴着加热元件摆——那能不准吗?
你得要求他们出九点测温的热态满载报告,看工件核心区实际温差。去年帮一家模具厂验收,空载曲线漂亮得很,满载一测,四个角温度塌了8℃,差点儿把人家Cr12MoV的晶粒度干废。
高温真空炉内部加热室结构图解
说实话,很多技术协议里的“均温性±5℃”就是个文字游戏。怎么测的?空载,热电偶贴着加热元件摆——那能不准吗?
你得要求他们出九点测温的热态满载报告,看工件核心区实际温差。去年帮一家模具厂验收,空载曲线漂亮得很,满载一测,四个角温度塌了8℃,差点儿把人家Cr12MoV的晶粒度干废。
冷却系统:多少炉子栽在这上面
✅ 气淬炉子,别光看风机功率。炉内气流设计才是灵魂。 有的炉子风机呼呼转,工件出来硬度还是不均匀——为啥?导流筒结构不合理,气流走短路,根本没往工件上冲。 我们要的是高速、定向、可调的气流。比如真空高压气淬,你得能控制上下风嘴的开度,让氮气或者氩气以>10 bar的压力精准喷到工件表面。 冷却速率不光影响硬度,还直接关联变形。 问:真空炉的冷却速度能赶上盐浴炉吗? 答:看情况。单纯讲从高温拉到室温的时间,10 bar高压气淬对截面小的工件,比如直径50mm的冷作模具钢,完全能压住马氏体转变需要的临界冷速。但碰上大截面的热作模具,心部热量散不出来,还是容易出贝氏体甚至珠光体。这时候你得考虑双室油淬炉,或者干脆走真空渗碳后高压气淬的路线。不能一根筋。 真空炉气淬冷却系统喷嘴布局示意图
问:真空油淬和高压气淬,到底选哪个?
答:问这个问题的,大概率不是做热处理的——开个玩笑。
简单说:油淬冷速快,但变形大,淬完你得洗件,油蒸汽还污染真空系统,每次开炉门那味道……啧。
气淬变形小,表面光亮,省了清洗工序,直接就能进回火炉。但成本高——你要买高纯氮气或者氩气,而且炉子本身耐压要求高,造价翻着跟头往上走。
我的建议:如果材料淬透性够,能用气淬就别碰油。实在没办法,比如搞大型轴承钢,那只能上油,但务必选带内循环冷却的真空油淬炉,别让油老化太快。
真空炉气淬冷却系统喷嘴布局示意图
问:真空油淬和高压气淬,到底选哪个?
答:问这个问题的,大概率不是做热处理的——开个玩笑。
简单说:油淬冷速快,但变形大,淬完你得洗件,油蒸汽还污染真空系统,每次开炉门那味道……啧。
气淬变形小,表面光亮,省了清洗工序,直接就能进回火炉。但成本高——你要买高纯氮气或者氩气,而且炉子本身耐压要求高,造价翻着跟头往上走。
我的建议:如果材料淬透性够,能用气淬就别碰油。实在没办法,比如搞大型轴承钢,那只能上油,但务必选带内循环冷却的真空油淬炉,别让油老化太快。