熔炼降耗生死战:废钢预热+智能电炉,一年省下千万电费
去年九月,我到河北一家短流程钢厂蹲点。凌晨两点,电弧炉出钢,整个车间映得通红——但炉长脸上一点红光都没有,全是焦虑。“吨钢电耗又超了,这个月奖金怕是泡汤。”他嘟囔着。
说实话,干了二十年冶炼,这种场景见太多了。熔炼,特别是电弧炉熔炼,天生就是电老虎。但这两年,行业里悄悄发生了一些变化。同样是熔炼,有的厂子吨钢电耗能做到300度以下,有的还在400度以上挣扎。差距到底在哪?
不是炉子不够大,也不是废钢不够好——关键在于两样东西:废钢预热和智能控制。
传统电弧炉的能耗黑洞
传统电弧炉熔炼,说白了就是三根电极往下杵,靠电弧的热量把废钢化成钢水。这过程粗暴得很。最大的问题是什么?烟气带走的物理热简直吓人——1200度以上的高温废气,直接从屋顶烟囱跑掉,热能利用率不到70%。
很多老外行会觉得,熔炼嘛,不就这么回事。但业内人心里清楚:那烟气里飘走的不是热量,是白花花的银子!按照当前电价,温度每浪费100度,吨钢成本就多摊上二三十块。
 传统电弧炉熔炼车间高温烟气排放场景
传统电弧炉熔炼车间高温烟气排放场景
还有一点,传统电弧炉加料方式太原始。天车吊着料篮,一篮一篮往炉里倒。每次打开炉盖,冷空气灌进去,炉温瞬间掉一截。再升温?对不起,又得耗电。周而复始,效率极低。
更头疼的是,这种“间歇式”加料导致电网冲击巨大,闪变严重。供电局三天两头找上门,罚款单收到手软。厂里的老师傅叹气:熔炼熔炼,熔的是钢,炼的是老板的耐性。
废钢预热——不是新概念,却成了救命稻草
废钢预热,原理不复杂:利用电弧炉排出的高温烟气,提前把废钢加热到600-800℃,再送入炉内。省去了一部分电能加热。但这技术真正火起来,其实也就是最近三五年的事。
为什么?因为之前的预热系统问题一堆:漏风、粘料、二噁英再生……环保稽查一来就头大。直到竖炉式废钢预热和康斯迪连续加料工艺成熟,这盘棋才活了。
问:废钢预热真能省那么多电?别是厂家忽悠吧?
答:忽悠不至于。我手上有一线数据:某厂上了竖炉预热系统后,废钢入炉温度从常温提升到650℃,吨钢电耗直降80度,折算下来每吨钢省了40多块钱。按年产100万吨计算,那就是4000万!当然,设备投入得两三千万,一年就回本。前提是废钢种类得控制好,轻薄料太多容易堵预热通道,这个坑不少厂踩过。
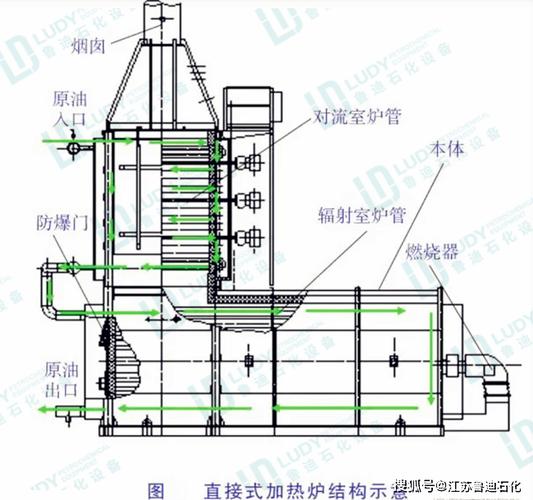
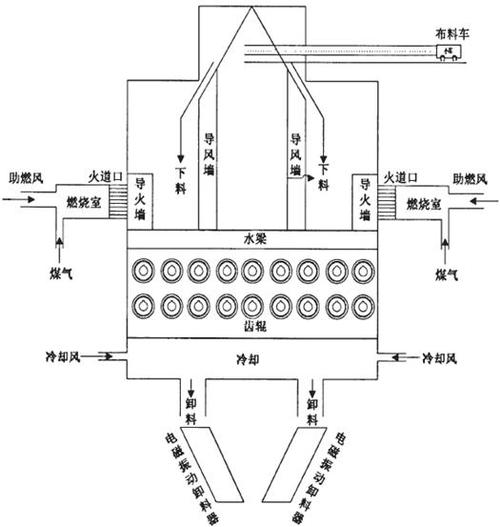 竖炉式废钢预热系统结构示意图
竖炉式废钢预热系统结构示意图
还有一点,预热后的废钢含油含水都少了,电弧更稳定,电极消耗也降低。别小看电极!超高功率石墨电极一根好几万,一个月断两根,运维成本够你喝一壶。
智能电炉:让每一度电都花在刀刃上
光预热还不够。熔炼是个动态过程,电压、电流、弧长、炉渣状态,瞬息万变。完全靠人工调节?累死也调不稳。
新一代智能电弧炉,基本上把电极调节系统玩明白了。利用神经网络算法,实时分析电弧信号,动态调整电极位置——响应时间从原来的秒级缩短到毫秒级。什么概念?就像开手动挡突然换成了自动驾驶,不仅省心,还省电。
去年,我在一家钢厂的调度室,亲眼看着大屏幕上的数字:智能模式下,电弧电流波动幅度只有原来的三分之一,功率因数长期维持在0.92以上。更绝的是泡沫渣智能控制,通过声波传感器检测渣层厚度,自动调整碳氧枪,把电弧严严实实埋住,热量辐射损失降到了最低。
问:上了智能系统,操作工是不是要失业了?
答:这话我听过无数遍。恰恰相反,智能系统不是取代人,而是把人从枯燥的旋钮调节中解放出来。真正的熔炼高手,眼睛盯着渣况、耳朵听着声音就能判断炉况——但这些经验现在可以通过数据模型固化下来,新来的大学生也能快速上手。当然,老师傅的火眼金睛还是无可替代,比如炉衬寿命的判断,AI现在还学不来。有一次智能系统误判了炉渣碱度,差点出钢水喷溅,幸亏老炉长一声吼及时调整。所以说,人机结合才是王道。
 智能电弧炉控制室大屏实时监控界面
智能电弧炉控制室大屏实时监控界面
这还没完。能源管理系统(EMS)把熔炼工序和后续的连铸、轧钢全线打通,错峰用电调度得明明白白。谷电时段全力运行,峰电时段保温待机,光靠电价差一年又能抠出几百万。
熔炼,说到底是一门平衡的艺术。平衡热与电的转换,平衡设备投入与长期收益,平衡人工经验与数字智能。眼下行业卷得厉害,吨钢利润薄如刀片,不在熔炼上下功夫,等着亏钱吧。
不过话说回来,技术再先进,也别忘了初心。上个月我去了趟西南山区一个小钢厂,他们用着九十年代的老电炉,可炉长带着徒弟,硬是凭一手绝活把电耗控制在行业平均线下。所以啊,熔炼这行,省下的就是赚到的——但技术只是工具,人的经验永远丢不得。哪天机器真能替代了这股子精气神,那才叫不对劲。