吹塑的下一站:可持续包装的破局之路
每次拧开矿泉水瓶盖,我都会想起那个在车间轰隆隆巨响的吹塑机——没错,就是它,把一个个不起眼的塑料粒变成了我们手中轻飘飘的瓶子。但今天,这行当正被环保大潮逼着变招。说实话,吹塑这老工艺,还能撑多久?
我认识一个做了二十年吹塑的师傅,他最近总嘀咕:当年带徒弟的时候,哪有这么多破规矩,现在客户张嘴就要可降解,还得轻量化,模具温控差半度就整批报废……时代真是变了。可抱怨归抱怨,手上活计可没停,因为吹塑这技术,底子太厚了。
别整那些虚的。搞吹塑的都知道,这行分三大流派:挤出吹塑、注射吹塑、拉伸吹塑。各有各的脾气,用错就等着赔钱吧。
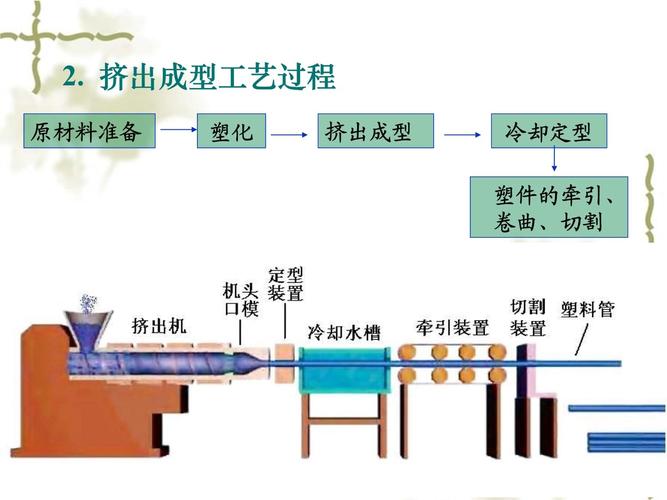
挤出吹塑最省钱。一台挤出机咕噜咕噜吐出型坯,模具一合,吹气成型。适合大件,像化工桶、汽车油箱。但壁厚均匀性?那就是玄学。我见过最离谱的油箱,拐角处薄得能透光,偏偏客户说“这叫流线型设计”。
注射吹塑精度高。先注塑出坯,再转吹塑工位,瓶子口部规整,适合药瓶、化妆品瓶。不过设备贵,小批量血亏。而且型坯预成型那一步,稍有温度偏差,瓶体就应力集中,一摔就炸——这事儿我早年栽过跟头。
拉伸吹塑出的瓶子强度逆天。双向拉伸把分子链理顺了,透明度、阻隔性都飙升。可乐瓶、矿泉水瓶全是它干的。但工艺控制苛刻,拉伸杆速度、延迟时间、预吹压力……差0.1秒都是废品。有次调试新模具,我们团队熬了三个通宵,最后发现是拉伸杆偏了0.2毫米。❗说多了都是泪。
当然,现在又冒出多层共挤吹塑,把几种材料叠成型坯,阻氧、阻湿、减成本,玩得就是复合结构。比如EVOH夹层,能把氧气透过度压到小数点后三位。可设备投资直接翻番,维修起来更是噩梦。
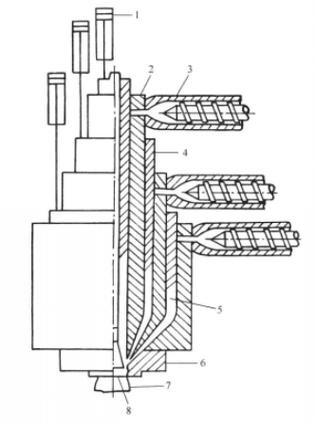
 挤出吹塑型坯成型示意图
挤出吹塑型坯成型示意图
问:很多企业想上吹塑项目,但纠结要不要一步到位做生物基,您怎么看?
答:别冲动。我先泼盆冷水——市面上吹得神乎其神的生物降解塑料,比如PLA,热稳定性极差。吹塑时型坯一出来,没等合模就软塌了,垂流到你想砸机器。💡我的建议:如果产品结构简单、壁厚均匀,可以先拿淀粉基共混料试水,用传统挤出吹塑改装,风险小。真要上全降解,等设备厂商把红外加热温控做得更细再说,现在八成是交学费。当然,你要是财大气粗想树品牌,那另说。
说实话,政策逼得紧,客户逼得更紧。去年一个食品包装客户,直接甩过来一句话:“明年再不用30%再生料,订单就没了。” 吹塑厂老板当场脸都绿了。
于是大家开始死磕PCR(消费后回收塑料)。吹塑用PCR,难点在杂质和粘度波动。回收料里啥都有,标签碎屑、果汁残渣,一点点黑点就能让透明瓶报废。熔体过滤网从100目换到200目,还是堵得怀疑人生。后来有人想出狠招——先对回收料进行超净化清洗,再混入5%新料调节粘度,型坯出来的那一刻,真的,感觉就像看见亲儿子考上大学。
另一个方向是轻量化。减重不减强度,靠的是拓扑优化和模拟仿真。以前做洗衣液瓶,壁厚1.2mm,工程师靠经验。现在用Moldflow一跑,筋位布局挪几毫米,壁厚降到0.9mm,跌落测试照过。算下来一年省几百吨料,碳排放直接砍掉一块。不过改模具那阵子,车间师傅天天骂娘——冷却水道重设计,加工费比新模还贵。
多层共挤吹塑轻量化瓶结构图
还有个趋势是可重复灌装。欧洲那边要求饮料瓶循环使用20次以上,这就逼着吹塑把瓶口螺纹精度提到变态级别,不然密封圈寿命跟不上。PET瓶拉伸吹塑时,瓶口冷却必须独立控温,差0.5℃螺纹收缩率就不对。有家德国厂直接上激光在线检测,每个瓶口都拍三张照片,不良品当场开除。✅成本高?当然高,可人家一瓶卖你五块钱,还是有人买。
问:吹塑模具的冷却水道设计是不是被过度神化了?
答:哈哈,问到点子上了。模具圈有个怪现象,一说要提产量,就嚷嚷“改水路,上铍铜”。其实冷却效率不是靠堆料就能解决的。首先你得把雷诺数算准了,湍流不够,换紫铜也是白瞎。其次,水道离型腔距离不是越近越好,太近模具强度下降,开合模几次就裂,维修费贵到你肉疼。我见过最聪明的做法,是在瓶肩和瓶底那些厚壁区用随形冷却,但只在关键点位用3D打印镶件,成本可控。所以说,冷却设计是系统工程,别指望一根水管救活整条产线。
说到这儿,不得不提数字孪生。现在有些吹塑车间,每台机上都挂满传感器,型坯温度、吹胀压力、壁厚分布实时传到云端。AI模型自动调节参数,比老师傅还稳。但说实话,我总觉得少了点人味儿。以前调机靠手感——摸一下型坯,软了硬了,心里有数。现在盯着屏幕,有时候觉得像个局外人。
不过话说回来,没数据也不行。去年统计一条产线的OEE,发现换模时间占了20%。于是搞了快速换模系统,液压夹紧改电磁,定位销加气动吹屑,硬是把换模缩到15分钟。老板高兴得当场发红包。那一刻又觉得,技术还是香的。
吹塑这行,就像老树发新芽。死不了,但也得拼命长。从150年前的赛璐珞挤吹玩具,到今天0.1毫米厚的纳米叠层薄膜,它总能找到活路。下一个十年,可能我们要用上自修复模具、AI生成瓶型、甚至用二氧化碳做原料吹瓶……谁知道呢?我只盼着,车间里别再半夜打电话:“型坯又垂了!” 就够了。
毕竟,吹塑工也是要睡觉的。
我认识一个做了二十年吹塑的师傅,他最近总嘀咕:当年带徒弟的时候,哪有这么多破规矩,现在客户张嘴就要可降解,还得轻量化,模具温控差半度就整批报废……时代真是变了。可抱怨归抱怨,手上活计可没停,因为吹塑这技术,底子太厚了。
吹塑的“三兄弟”,到底谁更靠谱?
别整那些虚的。搞吹塑的都知道,这行分三大流派:挤出吹塑、注射吹塑、拉伸吹塑。各有各的脾气,用错就等着赔钱吧。
挤出吹塑最省钱。一台挤出机咕噜咕噜吐出型坯,模具一合,吹气成型。适合大件,像化工桶、汽车油箱。但壁厚均匀性?那就是玄学。我见过最离谱的油箱,拐角处薄得能透光,偏偏客户说“这叫流线型设计”。
注射吹塑精度高。先注塑出坯,再转吹塑工位,瓶子口部规整,适合药瓶、化妆品瓶。不过设备贵,小批量血亏。而且型坯预成型那一步,稍有温度偏差,瓶体就应力集中,一摔就炸——这事儿我早年栽过跟头。
拉伸吹塑出的瓶子强度逆天。双向拉伸把分子链理顺了,透明度、阻隔性都飙升。可乐瓶、矿泉水瓶全是它干的。但工艺控制苛刻,拉伸杆速度、延迟时间、预吹压力……差0.1秒都是废品。有次调试新模具,我们团队熬了三个通宵,最后发现是拉伸杆偏了0.2毫米。❗说多了都是泪。
当然,现在又冒出多层共挤吹塑,把几种材料叠成型坯,阻氧、阻湿、减成本,玩得就是复合结构。比如EVOH夹层,能把氧气透过度压到小数点后三位。可设备投资直接翻番,维修起来更是噩梦。
 挤出吹塑型坯成型示意图
挤出吹塑型坯成型示意图
问:很多企业想上吹塑项目,但纠结要不要一步到位做生物基,您怎么看?
答:别冲动。我先泼盆冷水——市面上吹得神乎其神的生物降解塑料,比如PLA,热稳定性极差。吹塑时型坯一出来,没等合模就软塌了,垂流到你想砸机器。💡我的建议:如果产品结构简单、壁厚均匀,可以先拿淀粉基共混料试水,用传统挤出吹塑改装,风险小。真要上全降解,等设备厂商把红外加热温控做得更细再说,现在八成是交学费。当然,你要是财大气粗想树品牌,那另说。
当环保成为硬指标,吹塑能做什么?
说实话,政策逼得紧,客户逼得更紧。去年一个食品包装客户,直接甩过来一句话:“明年再不用30%再生料,订单就没了。” 吹塑厂老板当场脸都绿了。
于是大家开始死磕PCR(消费后回收塑料)。吹塑用PCR,难点在杂质和粘度波动。回收料里啥都有,标签碎屑、果汁残渣,一点点黑点就能让透明瓶报废。熔体过滤网从100目换到200目,还是堵得怀疑人生。后来有人想出狠招——先对回收料进行超净化清洗,再混入5%新料调节粘度,型坯出来的那一刻,真的,感觉就像看见亲儿子考上大学。
另一个方向是轻量化。减重不减强度,靠的是拓扑优化和模拟仿真。以前做洗衣液瓶,壁厚1.2mm,工程师靠经验。现在用Moldflow一跑,筋位布局挪几毫米,壁厚降到0.9mm,跌落测试照过。算下来一年省几百吨料,碳排放直接砍掉一块。不过改模具那阵子,车间师傅天天骂娘——冷却水道重设计,加工费比新模还贵。
 多层共挤吹塑轻量化瓶结构图
多层共挤吹塑轻量化瓶结构图
还有个趋势是可重复灌装。欧洲那边要求饮料瓶循环使用20次以上,这就逼着吹塑把瓶口螺纹精度提到变态级别,不然密封圈寿命跟不上。PET瓶拉伸吹塑时,瓶口冷却必须独立控温,差0.5℃螺纹收缩率就不对。有家德国厂直接上激光在线检测,每个瓶口都拍三张照片,不良品当场开除。✅成本高?当然高,可人家一瓶卖你五块钱,还是有人买。
问:吹塑模具的冷却水道设计是不是被过度神化了?
答:哈哈,问到点子上了。模具圈有个怪现象,一说要提产量,就嚷嚷“改水路,上铍铜”。其实冷却效率不是靠堆料就能解决的。首先你得把雷诺数算准了,湍流不够,换紫铜也是白瞎。其次,水道离型腔距离不是越近越好,太近模具强度下降,开合模几次就裂,维修费贵到你肉疼。我见过最聪明的做法,是在瓶肩和瓶底那些厚壁区用随形冷却,但只在关键点位用3D打印镶件,成本可控。所以说,冷却设计是系统工程,别指望一根水管救活整条产线。
说到这儿,不得不提数字孪生。现在有些吹塑车间,每台机上都挂满传感器,型坯温度、吹胀压力、壁厚分布实时传到云端。AI模型自动调节参数,比老师傅还稳。但说实话,我总觉得少了点人味儿。以前调机靠手感——摸一下型坯,软了硬了,心里有数。现在盯着屏幕,有时候觉得像个局外人。
不过话说回来,没数据也不行。去年统计一条产线的OEE,发现换模时间占了20%。于是搞了快速换模系统,液压夹紧改电磁,定位销加气动吹屑,硬是把换模缩到15分钟。老板高兴得当场发红包。那一刻又觉得,技术还是香的。
吹塑这行,就像老树发新芽。死不了,但也得拼命长。从150年前的赛璐珞挤吹玩具,到今天0.1毫米厚的纳米叠层薄膜,它总能找到活路。下一个十年,可能我们要用上自修复模具、AI生成瓶型、甚至用二氧化碳做原料吹瓶……谁知道呢?我只盼着,车间里别再半夜打电话:“型坯又垂了!” 就够了。
毕竟,吹塑工也是要睡觉的。