挤出,没那么简单——聊聊那些老师傅也不愿明说的痛
上个月去浙江一家管材厂,客户当着我的面把一根刚挤出来的PVC管摔在地上——‘咔嚓’一声脆响,内壁全是鲨鱼皮。经理脸都绿了。说实话,这种场面我见太多了。挤出这玩意儿,入门门槛看似低,但能把产品真正做到稳定、极致,里头的门道深得吓人。很多人以为买台好设备就万事大吉?太天真了。螺杆稍微设计得不对,或者温控差个两度,出来的东西就可能是废品。可偏偏这些细节,教科书上不写,老手们又爱藏着掖着。今天我就豁出去了,把一些压箱底的观察抖出来,争取让刚入行的少走点弯路,也让老师傅们看了会心一笑——或者骂我两句也行。
挤出机的心脏:被神话的‘三段式’螺杆
我们这行有个怪现象:开口闭口就是加料段、压缩段、计量段,好像只要三段分明,螺杆就能打天下。屁咧。去年帮一家做医疗导管的厂子改造生产线,他们用的就是标准三段式,结果熔体温度波动±5℃,产品透明度永远不达标。后来我把压缩比从2.8直接提到3.6,又把计量段改成了分离型螺棱——效果立竿见影。但这里头牺牲了产量,对吧?螺杆设计本质是妥协的艺术,没有万能解。很多设计师不懂材料流变学,只会照着样本抄参数,混炼元件乱堆一气,最后剪切过热导致降解,还反过来怪原料不行。真是冤。
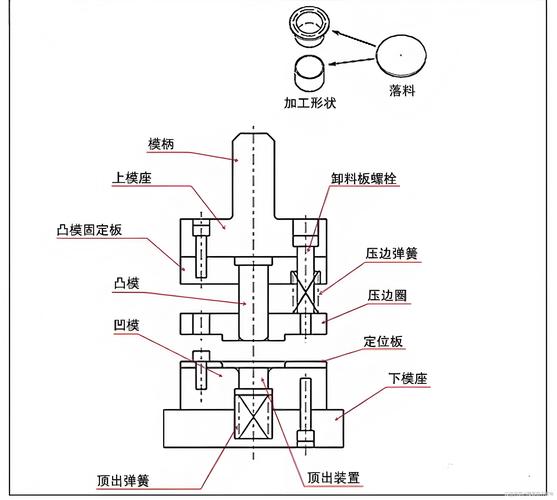
 单螺杆挤出机分离型螺棱结构示意图
单螺杆挤出机分离型螺棱结构示意图
说到这儿,想起一桩旧事。08年我在东莞调试一条HDPE波纹管生产线,产量死活上不去,温度计显示料筒后段温度超高。老师傅坚持让我把冷却水开大,我当时就火了——那是进料段架桥了,你猛降温只会让固体床更瓷实,螺槽一直空转,温度能不高吗?我直接停了机,拆下螺杆一看,加料段根径太粗,硬生生把粒料给‘噎’住了。重新上了根渐变根径的,问题解决。这些经验,不全在书本上。
所以,选螺杆切忌盲从。问:多阶螺杆和单阶螺杆到底怎么选?答:看物料。对于热敏性强的PVC,多阶能有效降压、排气,减少分解;但像PE这种剪切粘度稳定的,单阶经济性更好,混炼效果也不差——前提是你得把屏障段设计到位。最怕那种两头不靠的螺杆:阶数多了一截,但压缩比没跟上,反而容易出现熔体压力波动。哎,说起来一把泪。
温度那点事儿:熔体泵的‘矫情’与救赎
去年有个做精密密封条的德企客户,挤出的EPDM胶条截面尺寸老是不稳,Cpk值只有1.2。他们在挤出机出口装了熔体齿轮泵,按说够高级了吧?但问题恰恰出在泵的温控上。泵进口温度设定180℃,出口185℃,就这5℃的温差,胶料在泵内产生微交联,粘度一变,后续定型模根本控制不住。我们后来加了一套PID分段加热系统,并改用热管导热,把温差压缩到±0.5℃内——Cpk马上拉到1.67以上。这事儿说明什么?精密挤出就像走钢丝,任何环节的微小误差都会被放大。
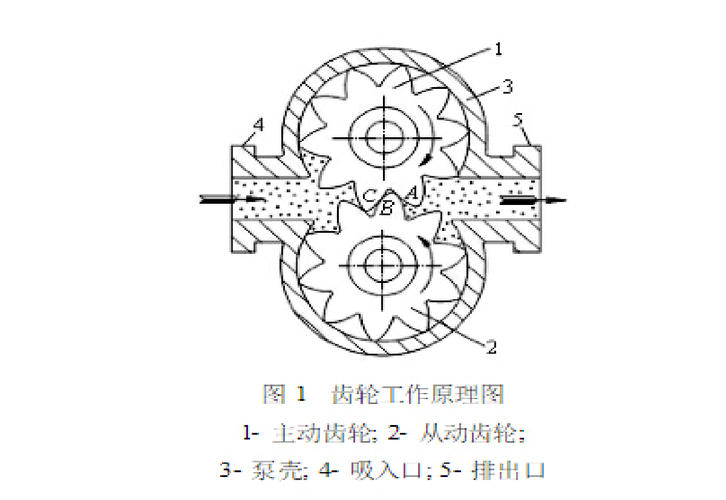 熔体齿轮泵内部齿轮啮合与温控原理图
熔体齿轮泵内部齿轮啮合与温控原理图
问:为什么我们的挤出产品尺寸总是不稳定,即使加了熔体泵?答:熔体泵不是万能药。它只能稳定出口压力,但如果前端塑化不均匀,熔体密度不一致,泵的容积效率就会跳动。所以得先确保熔体质量。可以采用在线流变仪实时监测粘度,或者干脆上静态混合器。另外,机头压力传感器的位置也关键——太靠近滤网,信号毛刺多;太远,反馈滞后。调来调去,全是权衡。
说到这里,必须吐槽一下国内某‘大品牌’的模温机。标称精度±1℃,实际冲温能到±3℃,PID参数还锁死不让我调!气得我直接让他们换成进口的PWM控制模块,成本是高了,但省下的废品率早就赚回来了。所以建议各位老板,设备采购别光看报价,那个隐藏的精度成本才要命。
2024年了,挤出工艺还能怎么卷?
 2024年了,挤出工艺还能怎么卷?
2024年了,挤出工艺还能怎么卷?
这两年行业不景气,但技术迭代反而加速了。说三个前沿玩法吧。
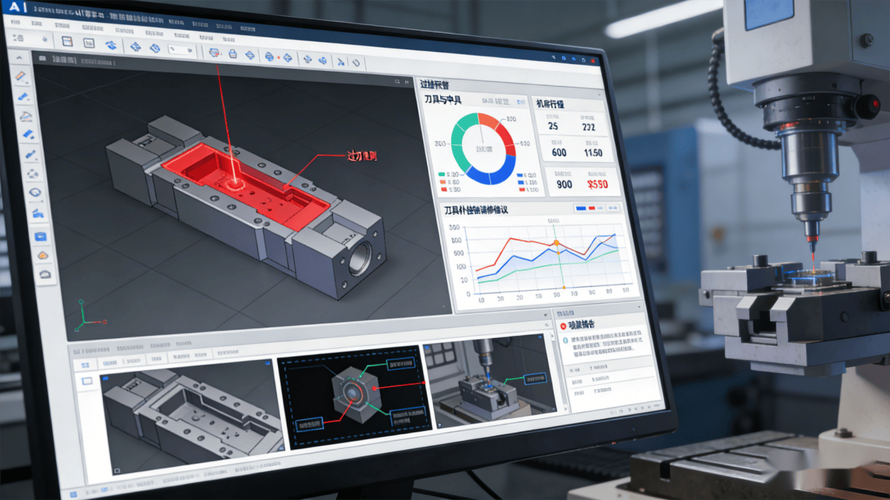
一是数字孪生。以前我们调工艺,全靠老师傅试错,现在直接用物联网抓取螺杆转速、各区压力、电机扭矩,实时映射出虚拟模型。浙江一家上市公司用这套系统,新产品打样从6次压到2次,每次调整都有据可循,新员工培训也快。虽然前期投入肉疼,但长期省钱。
二是可持续材料的挤出痛点。生物基塑料、回收料一上机,稳定性就拉胯。刚结束的K展上,我看到Nordson出的新式滤网换器,可以在线反洗,专门对付高杂质物料,配合超临界CO₂发泡,做出来的轻量化车窗密封条,又环保又轻。但实话实说,国内能把超临界发泡玩顺的,屈指可数,太多参数耦合了。
三嘛,AI辅助工艺优化。不是忽悠人的那种,是真的用历史数据训练模型,预测熔体破裂阈值。我们团队试过,把原料批次、环境温度、设备磨损都作为输入,准确率居然有89%——惊到我了。不过算法要慎用,一旦训练数据有偏见,产线就彻底跑偏。
最后,别问为什么挤出这么难。因为每一粒塑料都有自己的脾气。我们干的,就是和这些脾气和解。