拉深——那些书上不写的车间真相,再牛的模拟也替代不了手感
拉深,说穿了就是把一张平平无奇的金属板硬生生摁成一个立体件。听起来粗暴——实际上更粗暴。我入行那年,带教师傅老周叼着烟,斜眼看着我做的CAE分析,只丢下一句:“软件要是全对,还要试模师傅干嘛?”
这句话我记了十几年。现在回头看,拉深这活,七分靠经验,三分靠运气……不,有时候运气还得看模具心情。
拉深不是拉伸,别被输入法坑了
先来个灵魂拷问:你是不是也经常把“拉深”打成“拉伸”?——我见过太多新人的工艺卡上赫然写着“拉伸工序”,车间主任气得摔本子。拉深(deep drawing)是冲压的一种,专指把平板坯料变成开口空心件,比如你车上的油底壳、不锈钢水槽、笔帽甚至弹壳。而“拉伸”在机械里更多指材料受拉应力变形,完全两码事。
一个小细节:在广东、香港一带,老师傅们管它叫“抽深”,听着就疼,把材料“抽”进去。⚠️ 不过行业国标GB/T 15825写的就是“拉深”,咱规范着来。
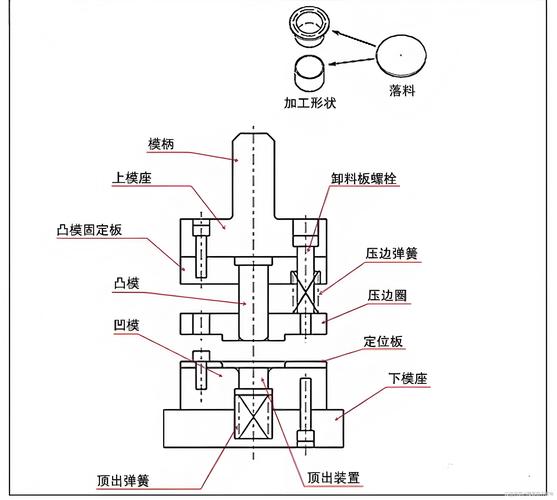
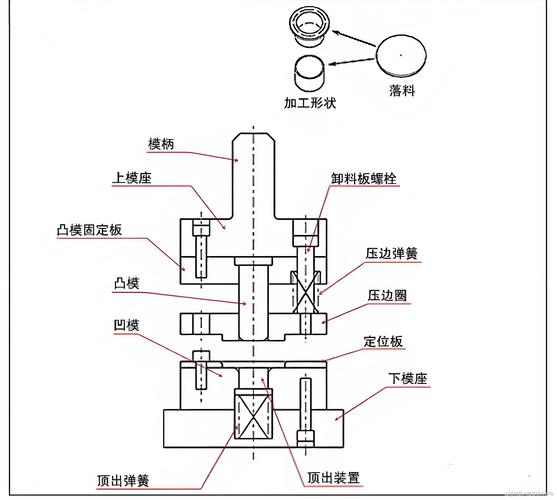 拉深模具三维剖面图 凸模凹模间隙
拉深模具三维剖面图 凸模凹模间隙
拉深过程看着简单:凸模往下顶,板料被扯进凹模洞口。但就这几秒钟,起皱、拉裂、回弹这三个冤家轮番登场。起皱是因为材料受压失稳,法兰边一受压就波浪起伏——尤其薄板,皱起来像老太太的脸。拉裂更惨,直壁传力区扛不住,直接撕开。回弹呢?你千辛万苦压出形状,脱模后它又弹回来一点,尺寸超差。
说实话,能把这三个毛病同时治服的,那才叫真本事。
变薄拉深——不做减重的都该拉出去枪毙
 变薄拉深——不做减重的都该拉出去枪毙
变薄拉深——不做减重的都该拉出去枪毙
这几年新能源车卷得飞起,重量轻一克都是续航。于是变薄拉深忽然火了。普通拉深壁厚基本不变,变薄拉深故意让凸凹模间隙小于壁厚,硬把侧壁挤薄。结果?壁厚均匀减薄30%甚至一半,强度还高——因为冷作硬化了。电机壳、电池壳全是这路子。✅ 而且省料,直接省掉后续车削,但工艺门槛也高:对模具硬度、润滑、设备刚性要求变态严苛。
记得前年给一家电池壳供应商调模具,四道次变薄拉深,第三道老是拉断。分析报告做了两周,最后发现是润滑油泵的加热器坏了——冬天油温上不去,黏度不对。你看,有时候问题根本不在模具上。
问:变薄拉深能省多少工序?
答:看件。比如一个带底筒形件,普通拉深后还得车外圆、镗内孔来保证精度,变薄拉深做到H8精度轻轻松松,直接进入清洗烘干。但模具成本高一大截,量小的话划不来,至少得20万件以上摊模具费。
问:老师傅说的“拉深筋”到底是干嘛的?
答:哈,这个经典。拉深筋就是凹模面上凸起的筋条,用来给法兰边增加阻力,控制材料流动。有些深拉深件形状不对称,一边进料快一边慢,不加筋准得起皱。调整拉深筋高度和圆角,比改模具方便多了。现在高端模具上还有可调式拉深筋,伺服控制,实时调节——那是真贵,但也真爽。
模拟软件再牛,也怕磁铁粉的诚实
我承认,现在AutoForm、Dynaform这些软件很强大,坯料轮廓优化、成形极限图(FLD)一目了然。但千万别迷信。去年一个深锥形件,分析结果安全裕度1.2,上机一试,开裂得像蜘蛛网。后来在模具上打了四个工艺缺口,好了。软件为啥没算对?因为忽略了轧制方向各向异性——料是买的便宜货,性能波动大。
所以现在我去车间,兜里永远揣着磁铁粉。拉深后撒一把粉,看着线条走向就知道哪里受拉、哪里受压,比屏幕上花花绿绿的云图真实一万倍。💡 建议年轻工程师也备一包,手感就是这么攒起来的。
 汽车覆盖件拉深成形激光切割线
汽车覆盖件拉深成形激光切割线
还有个事儿不得不提:热拉深。铝板、高强钢板常温延伸率低,加热到再结晶温度以上,塑性飞涨。但控制窗口极窄,温度高了晶粒粗大,低了流不动。目前量产主要还是高强钢的热成形——那个强度,模具得用H13钢加涂层,还得通水冷却,设备突突冒蒸汽,壮观得很。
更疯狂的是电磁脉冲拉深,线圈放电,磁场力把板料瞬间打变形,没有机械接触。壁垒极高,国内科研院所玩得多,真正落地的少。不过听说某新能源车企在试做铝合金门板,速度确实快,但批次稳定性还不行。
说到底,拉深这手艺,一半在模具,一半在耳朵——你听那冲压声,清脆还是发闷,就能判断模具状态。老周退休前跟我讲:“等哪天你听不出模具在骂娘,就别干这行了。”现在我懂了。
问:怎么快速判断拉深废品是起皱还是拉裂?
答:看断面!拉裂是撕裂状,起皱只是表面波浪形,没断。拿手电筒斜照,起皱有阴影,拉裂直接透光。顺便一句,如果听到“砰”一声闷响,八成是拉裂,抓紧停机。
也许你已经看出来了,我聊这些没有一句“在这个快节奏的时代”之类的屁话。车间就是车间,拉深就是拉深,把简单事情搞复杂不如去拧扳手。最后一句忠告:别盲目相信任何趋势,把第一个件试出来,那才是真理。