滚压工艺深度解析:为什么它正在重塑精密制造?
说真的,我第一次接触滚压是在一个给航空发动机做紧固件的车间里。当时我看着那台机器,不到两秒就把一根光杆压出了完美的螺纹——没有铁屑,没有刺耳的切削声,那感觉简直像是魔术。哦,不要误会,我不是在写什么怀旧散文,我是想告诉你,这个看似古老的工艺,其实比你想象的要复杂得多,也关键得多。
滚压,不只是“压”那么简单
很多人以为滚压就是拿个轮子碾过去。嗯……某种意义上没错,但如果止步于此,所有生产线早就报废了。滚压的本质是冷作成形,利用材料的塑性流动来塑造形状。比如螺纹滚压,是两个带着牙型的滚丝轮,以巨大压力挤压工件,迫使材料像面团一样流进模具的沟槽里。
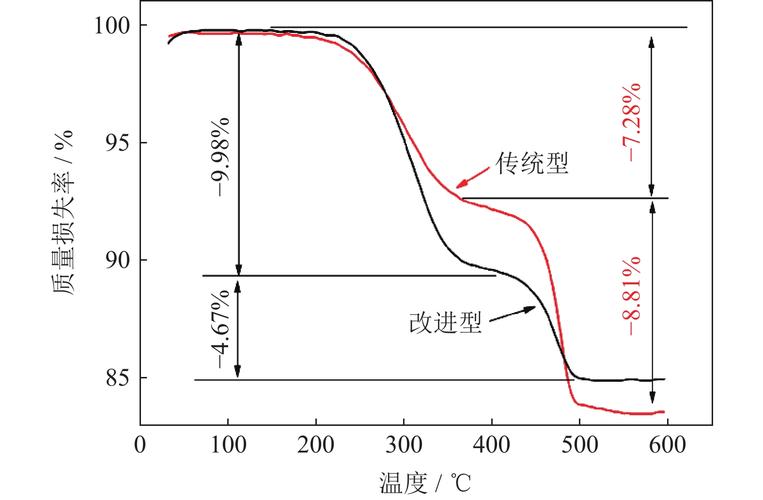
 高强度螺栓螺纹滚压变形流线示意图
高强度螺栓螺纹滚压变形流线示意图
这就带来第一个关键优势——金属流线连续。切削螺纹会把材料切断,好比在木材上刻槽;而滚压是让纤维重新排布,不仅没断,反而更致密。结果呢?抗拉强度提高至少20%,疲劳寿命有时能翻好几倍。对,你没看错,翻几倍!尤其在汽车发动机螺栓、起落架连接件这种动不动就承受交变载荷的场合,这几乎是救命级的提升。
不过话说回来,滚压也不是万能的。工件太硬?比如超过HRC40,滚丝轮寿命会急剧缩短。毛坯直径的精度要求极高——差个0.02毫米,螺纹中径就跑偏了。我见过一家厂子偷偷用拉拔料直接滚压,结果成批报废,惨不忍睹。教训啊。
设备选型:你究竟需要哪种滚压机?
市面上常见的有三类:两轮滚丝机、三轮滚丝机、行星式滚丝机。两轮机最普及,适合标准紧固件,调机快,但压力波动大,细长工件容易弯。三轮机呢,同步性好,能压又硬又脆的材料,就是调机能把老师傅逼疯。有一次我调试一台三轮机,花了一整天……最后发现是滚轮座里面有根头发丝细的裂纹。你说要不要命?
 精密行星式滚丝机加工微螺钉场景
精密行星式滚丝机加工微螺钉场景
行星式滚丝机则完全是另一个物种——工件不动,一个中央滚轮和几个行星轮绕它转。效率极高,每分钟能出上千个小螺钉。但只能干小件,M3以下还凑合,M6以上基本就别想了。对了,还有轴向滚压用于花键,径向滚压用于油管接头,这些都属于曲面滚压,原理类似,但模具设计复杂得让人头秃。
那些年我们踩过的坑:实用问答
 那些年我们踩过的坑:实用问答
那些年我们踩过的坑:实用问答
好了,我知道你可能会问——那我就直说吧:
问:滚压后表面粗糙度那么好,是不是能直接省掉磨削?
答:别太天真!滚压确实能做出Ra0.4以下的镜面效果,但那仅限于螺纹牙侧。如果图纸上要求的是轴径配合面,你还是得磨。而且,滚压会在工件表层产生残余压应力,这对疲劳是好事,但如果后续有电镀,氢脆风险会悄悄增加——别问我是怎么知道的,一个批次断裂的减震器弹簧让我做了三个月噩梦。
问:小批量多品种,上滚压划不划算?
答:看情况。如果螺纹精度要求高,比如航空航天非要6H级,滚丝轮成本高,调机时间长,可能不如直接车铣。但如果你突然来了个20万件的订单,那就是滚压的天下了。我的建议是:找一家有柔性化滚压单元的供应商,他们能快速换轮,补偿装置自动对牙,这样小批量也能玩。当然,这得跟你钱包商量。
前沿玩法:滚压正在跨界
 前沿玩法:滚压正在跨界
前沿玩法:滚压正在跨界
现在啊,滚压早已不止是螺纹的天下了。滚压强化在风电机组主轴、液压缸筒上大放异彩。用个光滑滚轮对表面施压,材料表面被压得密实,产生几微米的塑性变形,直接把粗糙峰碾平,同时往深层注入残余压应力。我见过一个案例:某风机制造商在偏航齿圈滚道面做滚压强化,疲劳寿命从800万次提升到1200万次——就这么简单?就这么简单!但参数控制要命,压力波动超过5%,疲劳增益就没了。这逼得我们必须上实时力控系统,搭配光学表面监测,每一滚的接触应力都要闭环反馈。说实话,这套系统不便宜,但比起停机维修的损失,真的不算什么。
还有个趋势是温滚压。有些高强度钢冷滚压容易裂,加个感应预热到两三百度,塑性一下就上来了,模具寿命也延长。不过温度场均匀性是个大坑——温差超过20度,变形量就瓢了。现在有的研究所正搞超声辅助滚压,在滚轮上叠加20kHz的振动,能明显降低滚压力,甚至能压出纳米晶表层。实验室数据很漂亮,量产还得等等。
说到底,滚压虽然是个冷门工艺,但在精密制造链里绝对是一块基石。它不声不响,却扛着无数机械连接件的可靠性。下次你看到一架飞机,不妨想想上面那几万颗滚压出来的螺栓——每个都在默默承受着交变应力,却几乎不会断。这,就是滚压的魔力。