旋压工艺有多神?从铝合金轮毂到火箭壳体,揭秘制造业的“隐形魔术”
说实话,第一次在车间看到旋压加工,我愣住了。一根短短的圆棒料,在芯模上旋转,几个滚轮挤压过去,没几分钟,变成一个精密的薄壁锥筒。我当时心里就一个念头:这玩意,效率也太高了吧!后来才知道,旋压这技术,比想象中古老,也比想象中科幻。
旋压,旋转的“旋”,压力的“压”。原理说起来简单:坯料跟着模具高速旋转,旋轮局部碾压,逐点成形。不像冲压那样“哐当”一下全接触,它是渐进式的。这种“温柔”的塑性变形,给金属材料带来了意想不到的好处 — 晶粒流线完整,强度反而更高。早年用来做水壶、器皿,现在呢?火箭喷管、飞机轮毂、高压气瓶... 哪哪都有它。
但很多人以为旋压就是“把铁皮转圆了”,这理解太皮毛。现代旋压早就不只是简简单单的收口、扩口,它有一整套严密的工艺分支:普通旋压、强力旋压(也叫剪切旋压)、缩口旋压、扩径旋压、钢球旋压... 每种都对应一类零件。比如强力旋压,坯料壁厚被强制减薄,变形量能到90%以上,出来的零件精度堪比机加工。我记得有次做钛合金筒体,壁厚公差要求±0.05mm,靠强力旋压一步搞定,后续几乎不用切削——省料省工。
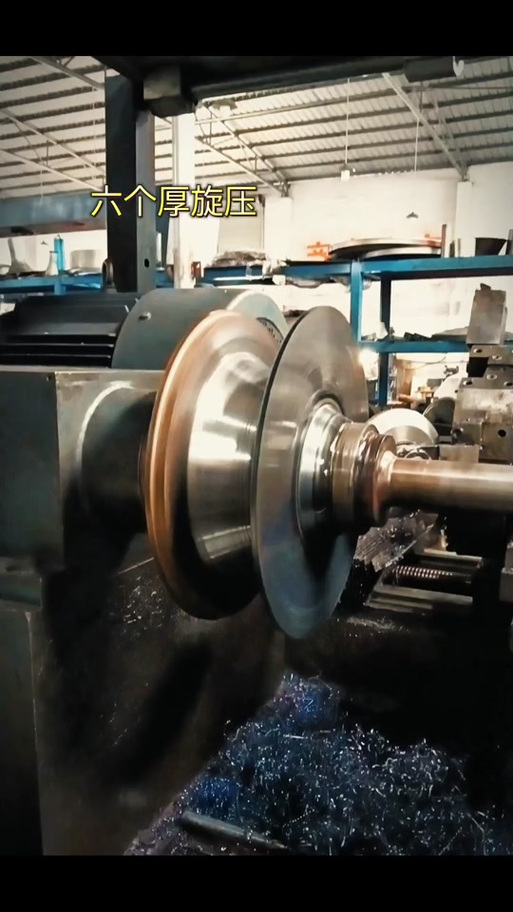
 旋压机加工大型薄壁圆筒现场
旋压机加工大型薄壁圆筒现场
选型其实是个技术活:旋压机与模具的那些门道
 选型其实是个技术活:旋压机与模具的那些门道
选型其实是个技术活:旋压机与模具的那些门道
旋压机是核心。机床刚性不够?一切免谈。我见过作坊拿普通车床改的旋压机,加工时主轴跳动大,零件圆度没法保证,废品率居高不下。现在正规的数控旋压机,双滑座、三滑座,甚至四轴联动,不光能旋圆筒,还能做出变壁厚、非对称的形状。控制系统得能精准控制旋轮轨迹,否则容易起皱、拉裂。
模具这块,芯模淬火硬度、表面光洁度直接影响脱模。旋轮几何形状——轮缘圆弧半径、前角后角——都是参数优化的大文章。板料旋压还要考虑退火工艺,冷作硬化一上来,不及时消除内应力,晚上睡觉零件自己开裂给你看?真事儿!所以工序间退火是关键。
💡 一个常被忽视的点:润滑。旋压时摩擦剧烈,必须用专门的旋压油或石墨乳,不然工件表面质量惨不忍睹。我见过有厂子图省事用普通机油,结果产生积碳,模具磨损飞快。
问:普通旋压和强力旋压到底有什么区别?怎么选择?
答:简单说,普通旋压壁厚基本不变,只是改变坯料形状,比如把平板旋成杯子,或把筒子收口。它用于做形状复杂的薄壳,但强度提高有限。强力旋压则必须减薄壁厚,金属流动控制更严格,获得高精度、高力学性能的零件。选择时看你的产品要求:要刚度、疲劳寿命,上强力旋压;只是做个灯罩,普通旋压就够了。但注意,强力旋压对设备和模具要求高得多,单价也更高。别盲目。
为什么航空航天死磕旋压?不止是减重
说实话,航空航天对零件的偏执,有时很难理解。一根引擎燃烧室护罩,能用旋压绝不用锻造,why?因为金属流线。锻造虽然也能改善性能,但旋压能沿轴向延伸纤维组织,切开来金相图漂亮得像水波纹。这种纤维连续性让零件在高压、高温下抗疲劳性能提升一个档次。还有壁厚薄到零点几毫米的大直径蒙皮,车削根本做不了,旋压却能随手捏来。
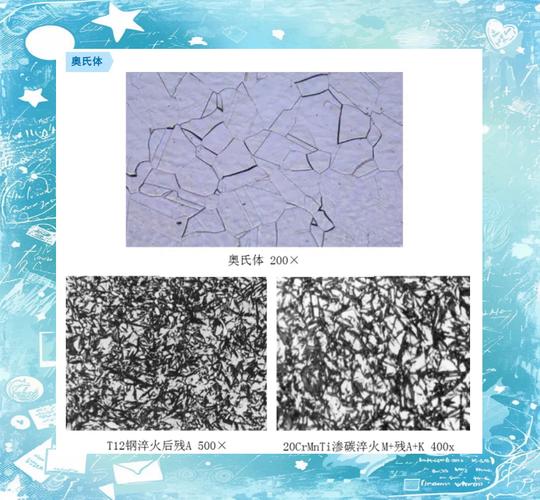 航空航天旋压零件金相组织
航空航天旋压零件金相组织
另一个原因:材料利用率。钛合金、高温合金多贵啊!旋压起始是板料或环坯,几乎没有切屑,材料能用到90%以上。相比之下,机加工可能有70%变成铁屑,老板不心疼才怪。✅ 全球主流火箭的贮箱筒段,大部分是旋压出来的,比如SpaceX的Starship,据公开资料,其不锈钢筒段就采用了某种旋压工艺(尽管有朋友说他们更多是卷焊,但旋压依然在关键鼻锥等部位无可取代)。
问:旋压件常见缺陷有哪些?如何预防?
答:最头疼的是起皱和拉裂。起皱,往往是旋轮进给率太快、或旋轮圆角半径过小,金属堆积失稳。预防:调参数,多道次小压下量。拉裂则相反,进给太慢,变形量过大,超出了材料延伸极限。另外,壁厚不均,可能模具不对中,或坯料本身厚度公差差。现在很多厂用在线测量和实时补偿,能大幅降低废品率。还有个坑:回弹。虽然比冲压回弹小,但精密零件仍要考虑,仿真的重要性就出来了。用有限元模拟一下,省多少试模料?
新趋势:智能化、极限化
这几年,旋压技术往“极限”走。不是做超大,就是做超精密。比如说,直径10米级的风电法兰?可以用旋压。手机镜头里的微型腔体?靠微型旋压?可能超声振动辅助。还有热旋压,把难变形的钛合金、镁合金加热到再结晶温度以上,塑性飞升,变形跟揉面团似的。激光辅助旋压也开始工业化,局部加热,效率和质量兼顾。
但智能化才是真正的游戏改变者。自适应旋压,听起来玄乎,其实就是在旋压机上装了力传感器、视觉系统,根据实时反馈自动调整参数。这样一来,对操作工的经验依赖大大降低。以前得老师傅听声音、看火花判断,现在机器自己“思考”。虽说如此,工艺设计仍需要深厚的理论,特别是复杂曲面,轨迹规划算法是关键。
说实话,我看着那些全自动旋压生产线,连续送料、成形、测控、堆垛——既感叹技术进步,又有点失落。也许未来,旋压从一门手艺彻底变成纯粹的数字制造。但至少现在,一个优秀旋压工程师,还得既懂材料力学,又懂机床结构,甚至懂点艺术(比如什么形状最优雅地流动)。
旋压,这个古老的领域,一直藏着无限可能。如果你们厂里还在用粗放冲压做薄壁回转件,不妨看看旋压——或许能打开新世界的大门。别怕试错,这玩意儿,一上手容易上瘾。至少我是这么觉得。