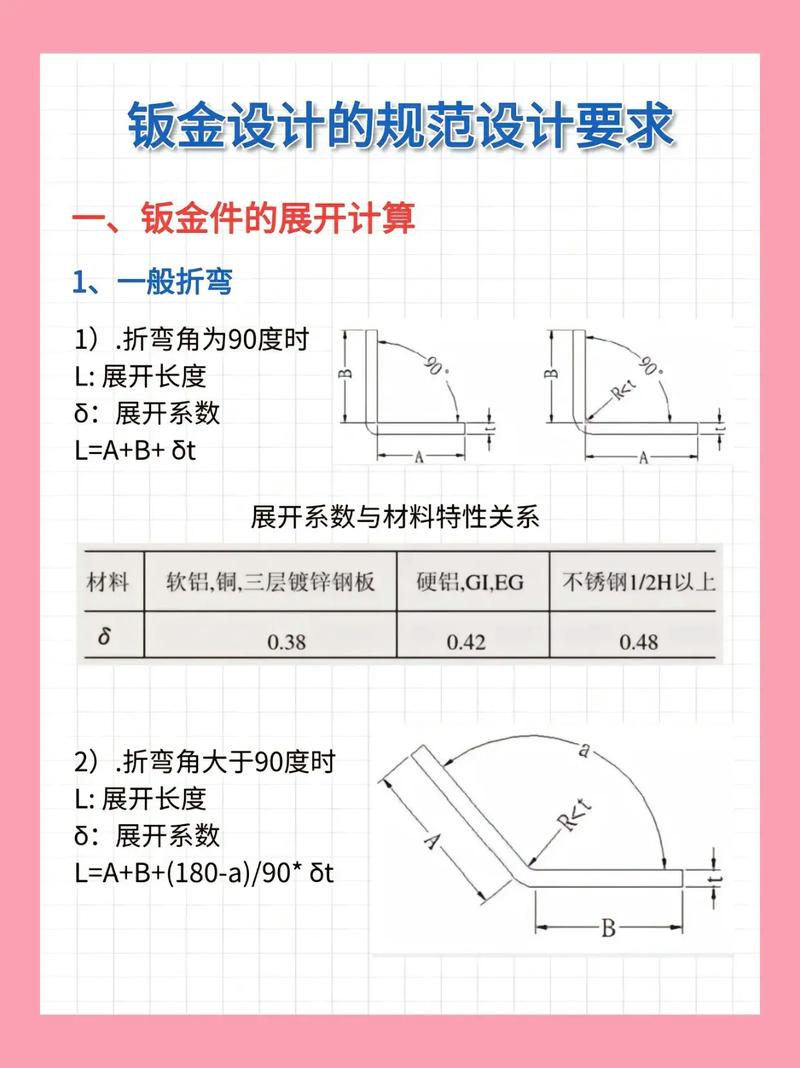
折弯精度翻车现场:一个老钣金工的避坑指南
说出来都是泪。上周车间里给某个军工项目折一批2mm厚的304不锈钢护罩,图纸标注±0.1mm的公差——我瞄了一眼,觉得小菜一碟,结果连废了七件。七件啊!后来发现下模V槽选宽了,内R偏大,加上回弹根本没算对。搞得我现在看到蓝色图纸都有心理阴影。
折弯这活儿,说实话,真不是把板子塞进模具踩一脚就行。它像个脾气古怪的老师傅——你琢磨不透它,它就让你交学费。
折弯的三大幻觉,你中了几条?
第一幻觉:展开尺寸算准了,折出来就准。屁咧。你展开算得再漂亮,实际下料用激光割出来,板边微观毛刺、轧制方向带来的各向异性、甚至仓储时轻微变形,都会让折弯线偏移。去年有个订单,同一批SUS304,因为换了个钢厂的材料,展开系数硬是从0.42跳到了0.44。我们调试了整整一个白班,加班费比利润还高。
第二幻觉:角度到了位,稳定就万事大吉。但工业谁跟你讲静态?折弯后半小时内保压回弹还没完,放到下午你去量,可能又张开0.5°。尤其是厚板,或者硬度偏高的铝板,回弹量能坑死人。我们买过某进口品牌的数控折弯机,自带角度实时补偿——但是,如果你模具装夹不正,或者下模座轻微凹塌,传感器反馈的数据本身就不可靠。
第三幻觉:折弯力算够就安全。我就见过操作工硬怼,为了赶工期,用10mm下模折6mm板,液压压力飙到200吨,结果上模柄部应力集中处断了,碎片擦着耳朵飞过去。不是开玩笑。
 钣金折弯回弹角度偏差示意图
钣金折弯回弹角度偏差示意图
回弹、展开、V槽——参数博弈下的实战技巧
 回弹、展开、V槽——参数博弈下的实战技巧
回弹、展开、V槽——参数博弈下的实战技巧
聊点干货。回弹怎么控?靠经验公式的初估值,然后试折三件微调。公式大概就是R回弹后的半径约等于 R/(1+3Kσs/E),K与材料强化系数有关。但现场没人真去套这个——我们习惯把上模R角故意做小一点,或者在下模底部加垫片强行过弯2°~3°,靠过弯来抵消回弹。不过有个大坑:对于已做应力释放退火的铝板,过弯太猛容易导致表面橘皮,甚至沿晶开裂。
下模V槽宽度,直接决定内R和折弯力。经验上,碳钢板开V=板厚×6~8,不锈钢取厚×8~10,铝板可以宽到厚×10,但宽了回弹大,窄了易压痕深。我个人强烈推荐✅:折不锈钢或装饰面时,下模肩部倒圆角,或者贴一层0.1mm的聚氨酯膜,防擦伤效果拔群。
再来说展开计算,K因子最闹心。Solidworks默认K=0.5,然后车间就真敢拿这数下料,坑了多少新手。实测下来,普通冷轧板K在0.35~0.42之间浮动。我的习惯:新项目第一批料一定放余量,先激光割50mm宽的试条,实测弯后尺寸倒推K值,再微调程序。别嫌麻烦,这是唯一靠谱的路。
问:为什么我折出来的工件两边角度不一致?
答:大概率是滑块不同步,或者模具对中不良。先别急着调机器参数,拿个百分表打一下上模是否在正中,以及下模V槽中心线是否与上模中心重合。很多国产低端折弯机的Y1/Y2轴同步误差在±0.05mm都算好的,但反映到长工件两端就是几度的偏差。另外,板料本身如果一边厚一边薄——这在国内钢材里不少见——也会导致不均匀回弹。
问:如何快速估算折弯力?
答:口诀:“一吨力折一米长一毫米板厚的普通钢板”。准确点说,自由折弯时,力F≈650×S²×L/V,其中S板厚(mm),L长度(m),V下模开口(mm)。例如2mm厚、2米长的板,用V=16mm,F≈650×4×2/16=325吨。实际选设备还要乘安全系数1.2。上面的公式对碳钢适用,不锈钢要乘1.5倍左右。别问我怎么知道的,试模时差点把45吨小机压闷车的事我会乱说?
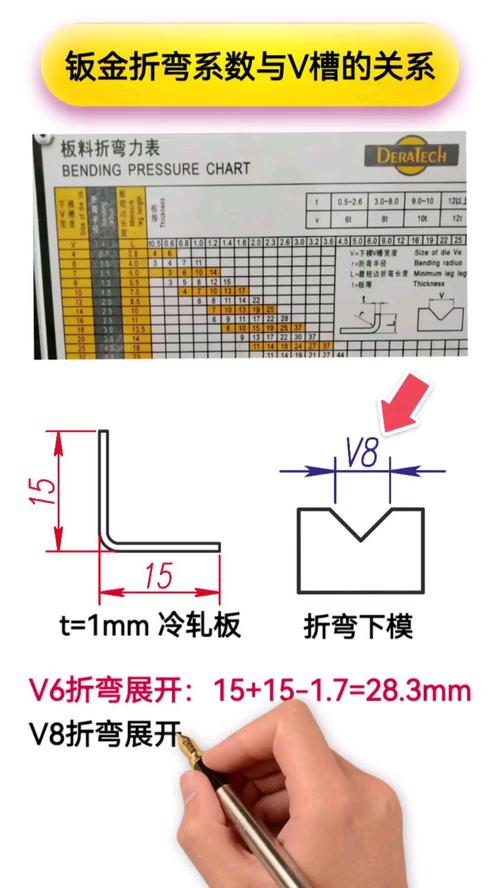 折弯模具V槽宽度与弯曲半径对应关系
折弯模具V槽宽度与弯曲半径对应关系
智能时代,折弯机里的黑科技和不变的老理
 智能时代,折弯机里的黑科技和不变的老理
智能时代,折弯机里的黑科技和不变的老理
最近几年,折弯机噱头满天飞:6轴后挡料、动态补偿、机器人随动……但我最想吐槽的一点☝️:很多厂的数折参数库压根没校准。什么高端传感器、自适应弯曲算法,前提是你的基础数据库是正确的。有次我去帮朋友调机,他们买的某德系全伺服电折,自动计算角度补偿量,但标准库里的304不锈钢屈服强度默认是290MPa——实际他们用的那批料厂检报告显示屈服是350MPa以上。那能准才见鬼。
不过,也得承认技术进步是实打实的。比如现在有的系统能根据第一刀的负载曲线,实时推算材料实际屈服强度,再动态修正第二脚的压深。有点意思。但我还是坚持:搞折弯必须亲手摸过材料、看过废品断面、听见过载的异响,那种直觉比算法更可靠。算法是死的,材料跟你玩活的。
还有,车间里永远需要一本手写记录。什么材料的哪一批次,实际回弹多少,用哪套模具……这些数据链条,是工业 AI 最缺的养料。可惜,现在年轻人不爱写字了,唉。
 数控折弯机动态角度补偿工作场景
数控折弯机动态角度补偿工作场景
最后说个冷笑话。有一次客户来审厂,指着我们那台布满油污的老式手动折弯机问:“这玩意儿还有用?” 我笑笑,后来当着他的面,用手动折弯机调了个1.0mm镜面不锈钢的窄边折弯,模具间隙调到0.9mm,出来的活直角溜光。客户愣了,说他们用进口数折都做不到。其实啊,折弯的灵魂从来不在机器新旧,而在那个摸爬滚打了二十年的人。
所以,如果你的折弯总是不顺——别急着换设备,先回头看看模具、参数、和那批料真正的脾性。也许答案就在你忽略的细节里。