钣金加工避坑指南:老工程师的实战心得
干了二十年钣金,见过太多离谱的设计。有些图纸,说实话,一看就没下过车间。上周还有个客户,非要把折弯内R角设计成0.1mm——得,直接把我气笑了。今天不聊虚的,就掏心窝子分享些实战中攒下的教训。
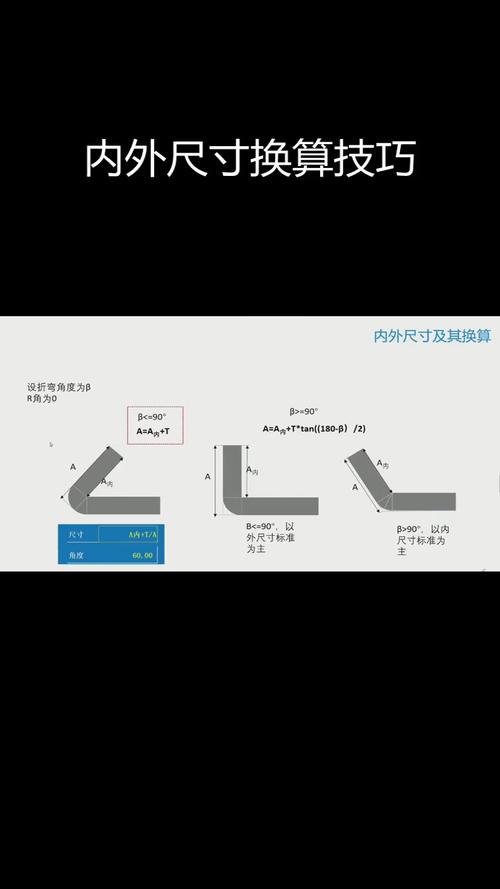
 钣金折弯最小内R角对比示意图
钣金折弯最小内R角对比示意图
设计图纸上的致命错误
很多结构工程师,画图时特潇洒,根本不考虑工艺可行性。钣金不是橡皮泥,材料一折就会产生应力。比如那个内R角,太小了模具根本进不去,强行折弯?裂纹、变形全来了。一般冷轧板,内R至少要做到板厚的0.5倍,不锈钢更狠,得1倍以上。别犟,这数据是无数报废件换来的。
还有个坑——孔边距。有人把安装孔紧挨着折弯线,结果一折,孔直接撕开个口子。正确做法:孔边缘离折弯线至少保持板厚的1.5倍距离,加上半径。简单吧?可就是总被忽略。唉,看着好好的板子报废,心疼。
户外钣金箱体锈蚀与材料对比
不锈钢不是万能的。 304在沿海地区照样会点蚀,这时候必须上316L。但有些场景,比如高温排气管道,镀铝板才是性价比之王。别盲目追“高大上”,得看工况。对了,铝板现在用得也多了,轻量化趋势嘛,可焊接变形控制比钢板难得多。没有好夹具,分分钟翘曲给你看。
问:为什么同样是2mm厚度的板材,折弯出来的角度总不稳定?
答:板材的厚度公差和屈服强度波动是元凶。国标里,2mm冷轧板的厚度公差可能到±0.08mm,而屈服强度不同批次能差几十兆帕。别小看这点数,折弯机每次下压量是固定的,材料软了角度就大,硬了就小。解决办法?要么进料时做批次检测,要么上实时角度补偿的折弯机,现在有些高端设备带激光测量,边折边调,稳多了。
说个真事。有个件需要焊接后再电镀,但焊接时没留工艺孔,导致电镀液进去后流不出来,里面全烂了。这就是不考虑“闭环”的后果。钣金设计时必须想好后续的化学处理,排水孔、排气孔缺一不可。现在软件能模拟焊接变形和流挂,但有些小厂,连SW钣金模块都玩不转,更别提DFM分析了。❗
问:钣金件表面喷塑后,边角为什么容易断口、露底?
答:边角尖锐是祸首。喷塑是通过静电吸附粉末再高温固化,尖锐边缘处粉末附着差,固化后收缩也大,自然就容易露底。所以图纸上必须明确要求去毛刺、倒圆角,至少R0.5以上。另外,前处理的磷化膜质量直接影响附着力,别为了省水洗时间而马虎——我见过整个工件都刷腻子再喷的,自欺欺人!
光纤激光切割钣金热影响区微观图
柔性折弯中心也开始冒头了,尤其适合多品种小批量。传统数控折弯机换模太慢,柔性折弯中心可以自动更换组合刀具,效率翻倍。但投资不小,一台好点的得上百万,回本周期你得算清楚。如果产品批量大、形状简单,还是传统模具成本低。别被厂商忽悠。
最后唠叨一句:钣金这行,手艺在细节里。设计时多想一步,车间里就少骂一句。有条件的,上三维扫描检测弯角回弹,上涂层测厚仪把关表面,这些投入看似增加,实则省心。毕竟,返工返修才是最大的成本黑洞。✅
 钣金折弯最小内R角对比示意图
钣金折弯最小内R角对比示意图
设计图纸上的致命错误
 设计图纸上的致命错误
很多结构工程师,画图时特潇洒,根本不考虑工艺可行性。钣金不是橡皮泥,材料一折就会产生应力。比如那个内R角,太小了模具根本进不去,强行折弯?裂纹、变形全来了。一般冷轧板,内R至少要做到板厚的0.5倍,不锈钢更狠,得1倍以上。别犟,这数据是无数报废件换来的。
设计图纸上的致命错误
很多结构工程师,画图时特潇洒,根本不考虑工艺可行性。钣金不是橡皮泥,材料一折就会产生应力。比如那个内R角,太小了模具根本进不去,强行折弯?裂纹、变形全来了。一般冷轧板,内R至少要做到板厚的0.5倍,不锈钢更狠,得1倍以上。别犟,这数据是无数报废件换来的。还有个坑——孔边距。有人把安装孔紧挨着折弯线,结果一折,孔直接撕开个口子。正确做法:孔边缘离折弯线至少保持板厚的1.5倍距离,加上半径。简单吧?可就是总被忽略。唉,看着好好的板子报废,心疼。
材料选择:省钱往往更费钱
“用最便宜的板子。”客户这句口头禅,我听着就头大。钣金材料直接影响产品寿命,尤其是户外机柜。去年一个项目,客户死活要省成本,选了普通冷轧板做户外箱体,连表面处理都想省。结果呢?半年后锈得一塌糊涂,返工费用是当初差价的十倍不止。 户外钣金箱体锈蚀与材料对比
户外钣金箱体锈蚀与材料对比
不锈钢不是万能的。 304在沿海地区照样会点蚀,这时候必须上316L。但有些场景,比如高温排气管道,镀铝板才是性价比之王。别盲目追“高大上”,得看工况。对了,铝板现在用得也多了,轻量化趋势嘛,可焊接变形控制比钢板难得多。没有好夹具,分分钟翘曲给你看。
问:为什么同样是2mm厚度的板材,折弯出来的角度总不稳定?
答:板材的厚度公差和屈服强度波动是元凶。国标里,2mm冷轧板的厚度公差可能到±0.08mm,而屈服强度不同批次能差几十兆帕。别小看这点数,折弯机每次下压量是固定的,材料软了角度就大,硬了就小。解决办法?要么进料时做批次检测,要么上实时角度补偿的折弯机,现在有些高端设备带激光测量,边折边调,稳多了。
工艺顺序的连环陷阱
一个复杂钣金件,往往要经过冲裁、折弯、焊接、打磨、喷涂多道工序。顺序搞反了,比如先喷涂再焊接——得,涂层烧光了不说,焊缝周围还起泡。还有个经典错误:把压铆螺母放在折弯之后,结果折弯干涉,根本伸不进压铆枪。所以,工艺排布必须由经验丰富的工艺师来排,新手照着书本干?等着出乱子吧。说个真事。有个件需要焊接后再电镀,但焊接时没留工艺孔,导致电镀液进去后流不出来,里面全烂了。这就是不考虑“闭环”的后果。钣金设计时必须想好后续的化学处理,排水孔、排气孔缺一不可。现在软件能模拟焊接变形和流挂,但有些小厂,连SW钣金模块都玩不转,更别提DFM分析了。❗
问:钣金件表面喷塑后,边角为什么容易断口、露底?
答:边角尖锐是祸首。喷塑是通过静电吸附粉末再高温固化,尖锐边缘处粉末附着差,固化后收缩也大,自然就容易露底。所以图纸上必须明确要求去毛刺、倒圆角,至少R0.5以上。另外,前处理的磷化膜质量直接影响附着力,别为了省水洗时间而马虎——我见过整个工件都刷腻子再喷的,自欺欺人!
新工艺的机遇与陷阱
这几年,光纤激光切割普及得飞快。以前切不锈钢得用线切割,慢死,现在几千瓦的光纤,啪啪几下搞定。但速度快了,热影响区反而难控制。有些操作工图快,切割速度拉满,导致切缝边沿发蓝、变脆。特别是薄板,稍不注意就变形。💡建议:切割速度与功率匹配要参照设备厂商给的参数,别自己瞎调。 光纤激光切割钣金热影响区微观图
光纤激光切割钣金热影响区微观图
柔性折弯中心也开始冒头了,尤其适合多品种小批量。传统数控折弯机换模太慢,柔性折弯中心可以自动更换组合刀具,效率翻倍。但投资不小,一台好点的得上百万,回本周期你得算清楚。如果产品批量大、形状简单,还是传统模具成本低。别被厂商忽悠。
最后唠叨一句:钣金这行,手艺在细节里。设计时多想一步,车间里就少骂一句。有条件的,上三维扫描检测弯角回弹,上涂层测厚仪把关表面,这些投入看似增加,实则省心。毕竟,返工返修才是最大的成本黑洞。✅