冲压模具的数字化革命:为什么你现在还靠老师傅的“手感”?
冲压这行当,干了二十年,突然发现不会做了。
不是玩笑。上个月去一家新能源车企的冲压车间,看到那套全伺服生产线,搭配实时仿真反馈系统,我盯着控制面板上跳动的参数,愣是出了神。以前我们调模具,靠的是耳朵听、用手摸,现在呢?一堆数据流,压力曲线、回弹预测,直接告诉你该调哪里,精确到丝。说实话,冲击挺大的。不过话说回来,这种变革,早该来了。
冲压不再是“黑手”活?数字孪生让模具会“说话”
你肯定见过那种场景——试模现场,老师傅趴在冲床上,拿手电筒照拉延筋,眉头紧锁。然后喷一句:“这里进料快了,后边走。” 接着就是打磨、垫片、再试,反复折腾。可是高强钢、铝合金这些难啃的骨头,真不是凭感觉能搞定的。回弹量动辄一两毫米,补偿全靠猜?结果就是模具报废,交期拖延,老板脸都绿了。
现在不一样了。我们团队去年上了Autoform Sigma的鲁棒性分析模块,配合实际的板料性能数据,可以在虚拟环境里跑上千次冲压过程。💡 关键是,它不仅能预测回弹,还能告诉你哪些工艺参数最敏感——比如压边力的微小波动,对开裂风险的影响程度。这样一来,模具设计阶段就把问题暴露了,而不是等到试模时才发现。有一次,一个门内板拉延模,仿真显示某处减薄率超标,我们直接改了几何,省了两次试模。那感觉……畅快!
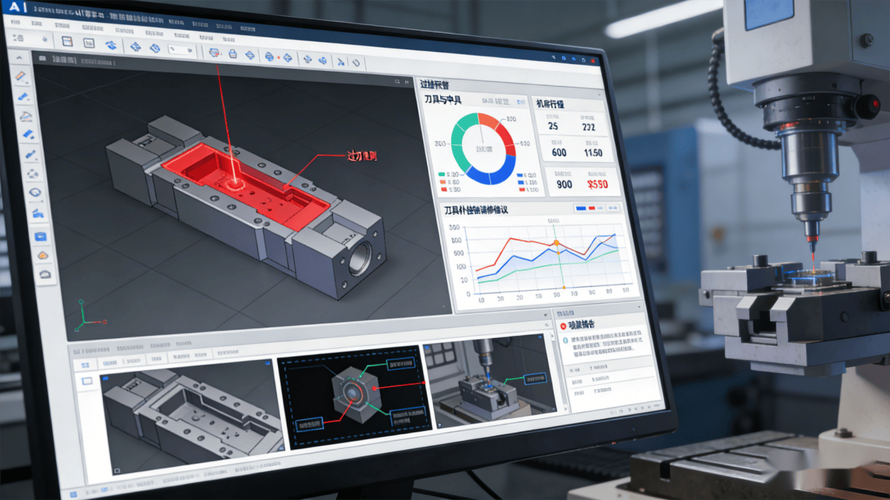 汽车覆盖件冲压模具数字孪生仿真界面
汽车覆盖件冲压模具数字孪生仿真界面
问:冲压工艺里回弹到底怎么搞?以前都是试错,现在有靠谱的方法吗?
答:以前确实是玄学。但现在主流的做法是“仿真—补偿—验证”闭环。先用有限元软件(比如Dynaform、Pam-Stamp)算出回弹趋势,然后通过几何补偿算法自动修改模面,再仿真确认。关键的一步是,必须用实际板料的性能参数,因为不同批次的材料屈服强度能差出几十兆帕!所以,我们要求钢厂提供批次质保书数据,嵌入到材料卡里。另外,伺服冲压工艺也能控制回弹,通过调整冲压速度和保压时间,可以明显改变应力状态,这个后边细说。
伺服冲压的魔力:柔性生产不再是一句空话
普通的机械冲床,冲压曲线是死的,一个正弦波形走到底。遇到难成形的件,或者需要浅拉延、冲裁复合的工艺,就束手束脚。伺服压力机呢?简直像给冲床装了大脑。它可以自由设定行程曲线,想停就停,想慢就慢,甚至可以在下死点附近做个震动——这叫脉动冲压!❗️ 对消除冲裁毛刺、解决拉深开裂有奇效。
记得第一次用伺服线做铝板外覆盖件,那种控制感,至今难忘。铝板容易起皱,我们就用“先快后慢”的曲线,初始阶段快速冲压减少接触时间,减少发热和粘结,接近下死点时放慢,让材料充分流动。出来的件,表面质量高得感人。而且,一套模具兼容多种材料,切换工艺只需调用预设程序,不用改机械结构。这才叫真正的柔性啊。
 伺服冲压生产线柔性制造现场
伺服冲压生产线柔性制造现场
问:冲压件表面缺陷怎么在线检测?靠人工目视太慢,还不稳定。
答:人工目视?那是二十年前的事了。现在高价值的覆盖件,几乎都配了视觉检测系统。德国有一家叫ViDi Systems的公司,用深度学习搞冲压件缺陷分类,什么开裂、颈缩、犁沟、滑移线,一抓一个准,误报率低到可怕。我们跟国内一家做机器视觉的厂家合作,在冲压线末端装了12个高分辨率相机,配合环形多角度光源,然后训练了一个卷积神经网络模型。上线后,检测节拍跟线速完全同步,把质检员从枯燥的盯屏幕里解放了。说实话,这小东西带来的价值,远不止省几个人——它能让模具问题提前暴露,避免批量报废。有一回,系统连续报警右后翼子板出现微小隐裂,直接关联到模具镶块磨损,我们立即停线修复,挽救了三百多个件。值不值?你算算。
轻量化浪潮下,冲压材料在“造反”
 轻量化浪潮下,冲压材料在“造反”
轻量化浪潮下,冲压材料在“造反”
新能源车为了减重,什么铝板、镁合金、碳纤维、高强钢全上了。可这些材料一个比一个脾气大。就拿第三代AHSS来说,强度奔着1000兆帕以上,延伸率却低得可怜,拉延过程中稍微摩擦就发热,模具磨损像吃刀一样快。我们试过一种DP1180的B柱加强板,模具钢原来的寿命能打30万冲次,结果10万次不到,拉延筋就磨平了。💢 没办法,只能换粉末冶金高速钢,再镀钛铝氮涂层,成本翻了一番。
铝板更麻烦,容易粘结,氧化层在模具表面堆积,导致拉毛。为了这个,我们专门搞了一套模具表面粗糙度管理流程,每次生产结束必须测Ra值,超标立刻抛光。润滑剂也讲究,不能用普通的,要用低粘度、高挥发性的,既要润滑又要能在后续清洗掉。有时候想想,冲压工程师简直成了材料医生。
不过,话说回来,挑战就是机会。那些跑得快的模具厂,靠解决这些痛点,赚得盆满钵满。有个朋友的公司,专做铝板模具,现在订单排到后年。他们有个诀窍:在模具设计时,就做“逆向补偿”——根据仿真和试模数据,故意把模面做成过弯,等回弹后刚好到位。这需要反复迭代,但一旦掌握,废品率降得吓人。
扯远了。回到现实,你如果还在用老的冲压套路,真的危险。不是危言耸听,是亲眼所见。行业洗牌,比我们以为的快得多。