压铸实战:从模具到工艺,这些坑我替你踩过了
我刚入行那会儿,师傅跟我说,压铸就是“打铁”——把铝水往模子里一灌,一压,完事儿。简单吧?
结果真正上手,报废率差点让我丢了饭碗。不是气孔,就是缩松,模具还三天两头开裂……说实话,压铸这活儿,看着粗犷,实则处处是雷。
这几年摸爬滚打,算是攒了点血泪教训。今天不扯虚的,就聊聊我碰过的壁,还有后来是怎么爬出来的。也许能帮你少走点弯路。
后来跟一个老专家学了一招:尽量让铝水从厚壁处进,向薄壁处走,流道截面积要逐渐缩减,逼着金属液加速。还有分型面上的排气槽,别舍不得开深,但具体多少?
“开多少?”
“深了铝水能跑出来,浅了气排不掉。”
“这不废话吗?”
其实有算法:排气槽深度通常控制在0.1~0.3毫米,根据合金种类和壁厚调。还有一点常被忽略——溢流槽,不是摆设!那些最先冲进去的“脏”铝水,得有个地方接着,不然冷料、氧化皮全裹进铸件里。
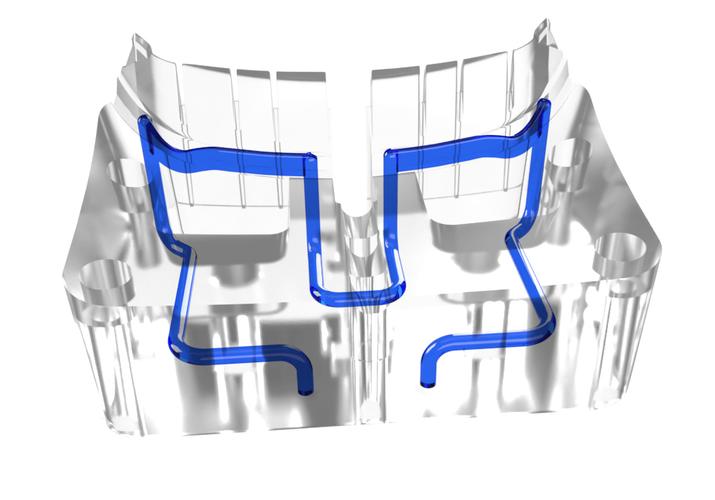
 压铸模具流道与排气系统设计示意图
压铸模具流道与排气系统设计示意图
我一直觉得,模具热平衡也得提。冷却水管布局如果瞎搞,模温忽高忽低,脱模剂喷得再多也白搭。特别是厚大部位,不加强冷却?等着缩松吧!
增压压力大了,铸件是致密了,可模具变形、飞边严重;小了,缩松又冒出来。快压射速度呢?速度慢,表面起皮、冷隔;速度太高,卷气更凶,气孔反而多。是不是觉得左右为难?
我亲身体验——有次为了消气孔,把快压射速度调到4米/秒,结果气孔没少,反而模具冲蚀得一塌糊涂。后来才发现,问题在浇注温度!铝液温度低了,流动差,速度再快也没用;温度高了,吸气严重,再加上速度一冲,涡流卷气更厉害。最佳范围?ADC12铝合金,650~680°C,但具体还得看铸件结构和壁厚。记住,压铸参数是“组合拳”,别单揪一个不放。
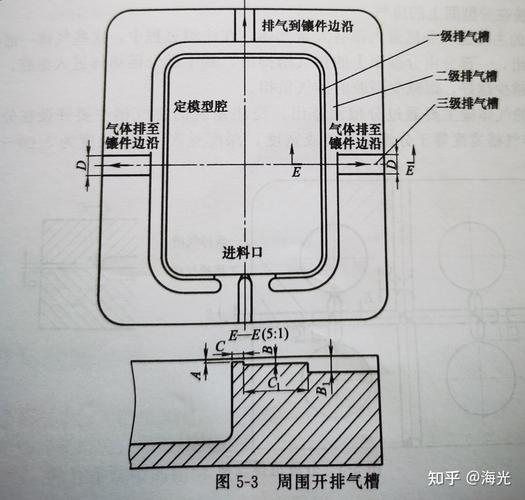
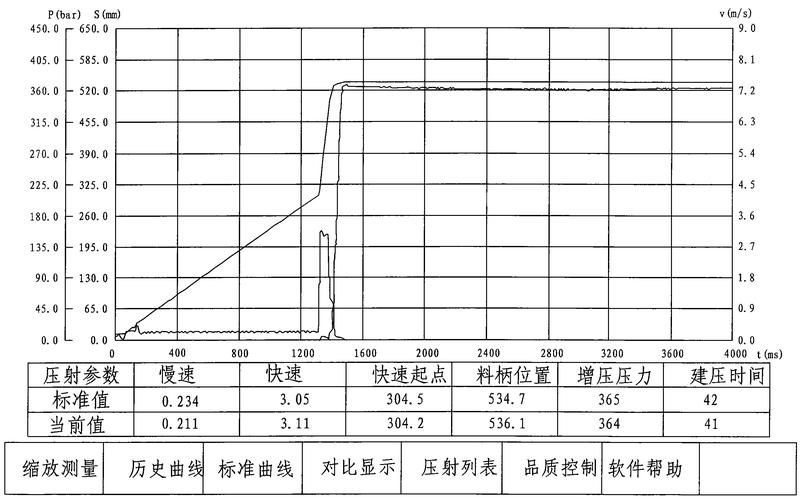
压铸机实时压射曲线分析界面
建压时间也是坑。老机器建压慢,有时候都凝固一半了压力才上来,俗称“马后炮”。现在用实时压射曲线监控,看曲线一清二楚。别看厂家给你标的参数,自己拿示波器或传感器测测,好多机器实际性能虚标!
三、常见缺陷与现场对策
气孔、缩松、冷隔、裂纹……压铸缺陷大全足有一本书那么厚。但百分之八十的问题,根源就那几个。
气孔,分两种:析出气孔和卷入气孔。前者是铝液本身含气量高,精炼除气没做好;后者是填充过程中卷气,模具排气不畅,或者浇口设计有问题。解决办法?
问:为什么我们的压铸件机加工后总出现针孔,报废率高达15%?
答:这明显是气孔,但根源需要排查。第一,测铝液含氢量,高于0.2mL/100g就老老实实除气。第二,检查快压射切换位置——是不是太晚了?很多工人随手一调,切换早点能减少卷气。第三,看抛丸或振动后的断面,如果孔洞呈圆形、内壁光滑,那就是裹气,改善排气和溢流槽;如果孔洞不规则、发暗,可能是缩松或杂质。别上来就乱调参数,拿废件解剖了再说。
缩松,更烦人。厚大截面凝固收缩时,得不到补缩就形成缩孔。单纯增压压力高不一定好使,有时反而是浇口过早凝固,堵住了补缩通道。所以浇口厚度要足够,甚至要考虑局部挤压销——对,在凝固末端加个小油缸,保压时再挤一下,效果立竿见影,但模具成本会上来。
冷隔,常见于薄壁件。铝水前沿融合不好,出现条形纹路。原因?模温太低,或者填充速度慢,或者浇注温度低。这时候提高模温比提高铝温更有效,用模温机精确控制,别靠脱模剂来“调温”。
问:我们一款厚壁壳体,中心经常有缩孔,X光检测不合格,怎么调?
答:厚壁壳体缩孔,先看浇口位置和大小。尽量把浇口放在厚壁处,让铝水从厚区流向薄区。如果结构限制,那就加大增压压力并延长增压时间,同时检查增压建压延迟是否太长。实在不行,增加挤压销或局部冷却。还有一招,降低浇注温度到下限,减少液体收缩,但要注意流动性。总之,没有通用药方,得一点点试,但方向明确了。
说实话,我见过最离谱的,是操作工为了省事儿,把脱模剂兑得稀浓,喷完模具跟刷了层漆似的,导致气隙、表面夹杂。脱模剂可不是越多越好,薄而均匀才是关键。
最后再唠叨两句。压铸这行,经验重要,但别迷信经验。数据监控、过程记录才是王道。每次调工艺,记下参数和结果,时间长了你就有了自己的数据库。还有模具维护,别等坏了才修,定期去应力、抛光,寿命能翻倍。
写了这么多,其实就是想表达:压铸不是个“糙活”,是门精细手艺。从模具设计到参数控制,每个环节都藏着学问。下次再遇到问题,少点抱怨,多琢磨琢磨背后的原理,慢慢你就能从“操作工”变成“调机能手”了。
结果真正上手,报废率差点让我丢了饭碗。不是气孔,就是缩松,模具还三天两头开裂……说实话,压铸这活儿,看着粗犷,实则处处是雷。
这几年摸爬滚打,算是攒了点血泪教训。今天不扯虚的,就聊聊我碰过的壁,还有后来是怎么爬出来的。也许能帮你少走点弯路。
一、模具设计:别小看流道和排气
很多人一上来就盯着压铸机吨位看,觉得吨位大就能压出好活。错!模具才是灵魂。我见过太多模具,流道设计得跟闹着玩似的——要么太窄,铝水冲进去跟挤牙膏一样,填充时间拉长,温度掉得飞快;要么分叉太多,汇流的地方卷气卷到飞起,铸件里全是蜂窝似的针孔。后来跟一个老专家学了一招:尽量让铝水从厚壁处进,向薄壁处走,流道截面积要逐渐缩减,逼着金属液加速。还有分型面上的排气槽,别舍不得开深,但具体多少?
“开多少?”
“深了铝水能跑出来,浅了气排不掉。”
“这不废话吗?”
其实有算法:排气槽深度通常控制在0.1~0.3毫米,根据合金种类和壁厚调。还有一点常被忽略——溢流槽,不是摆设!那些最先冲进去的“脏”铝水,得有个地方接着,不然冷料、氧化皮全裹进铸件里。
 压铸模具流道与排气系统设计示意图
压铸模具流道与排气系统设计示意图
我一直觉得,模具热平衡也得提。冷却水管布局如果瞎搞,模温忽高忽低,脱模剂喷得再多也白搭。特别是厚大部位,不加强冷却?等着缩松吧!
二、工艺参数:压力、速度、温度的微妙平衡
说实话,压铸工艺参数调试,很多时候像在走钢丝。增压压力大了,铸件是致密了,可模具变形、飞边严重;小了,缩松又冒出来。快压射速度呢?速度慢,表面起皮、冷隔;速度太高,卷气更凶,气孔反而多。是不是觉得左右为难?
我亲身体验——有次为了消气孔,把快压射速度调到4米/秒,结果气孔没少,反而模具冲蚀得一塌糊涂。后来才发现,问题在浇注温度!铝液温度低了,流动差,速度再快也没用;温度高了,吸气严重,再加上速度一冲,涡流卷气更厉害。最佳范围?ADC12铝合金,650~680°C,但具体还得看铸件结构和壁厚。记住,压铸参数是“组合拳”,别单揪一个不放。
 压铸机实时压射曲线分析界面
压铸机实时压射曲线分析界面
建压时间也是坑。老机器建压慢,有时候都凝固一半了压力才上来,俗称“马后炮”。现在用实时压射曲线监控,看曲线一清二楚。别看厂家给你标的参数,自己拿示波器或传感器测测,好多机器实际性能虚标!
三、常见缺陷与现场对策
 三、常见缺陷与现场对策
气孔、缩松、冷隔、裂纹……压铸缺陷大全足有一本书那么厚。但百分之八十的问题,根源就那几个。
三、常见缺陷与现场对策
气孔、缩松、冷隔、裂纹……压铸缺陷大全足有一本书那么厚。但百分之八十的问题,根源就那几个。气孔,分两种:析出气孔和卷入气孔。前者是铝液本身含气量高,精炼除气没做好;后者是填充过程中卷气,模具排气不畅,或者浇口设计有问题。解决办法?
问:为什么我们的压铸件机加工后总出现针孔,报废率高达15%?
答:这明显是气孔,但根源需要排查。第一,测铝液含氢量,高于0.2mL/100g就老老实实除气。第二,检查快压射切换位置——是不是太晚了?很多工人随手一调,切换早点能减少卷气。第三,看抛丸或振动后的断面,如果孔洞呈圆形、内壁光滑,那就是裹气,改善排气和溢流槽;如果孔洞不规则、发暗,可能是缩松或杂质。别上来就乱调参数,拿废件解剖了再说。
缩松,更烦人。厚大截面凝固收缩时,得不到补缩就形成缩孔。单纯增压压力高不一定好使,有时反而是浇口过早凝固,堵住了补缩通道。所以浇口厚度要足够,甚至要考虑局部挤压销——对,在凝固末端加个小油缸,保压时再挤一下,效果立竿见影,但模具成本会上来。
冷隔,常见于薄壁件。铝水前沿融合不好,出现条形纹路。原因?模温太低,或者填充速度慢,或者浇注温度低。这时候提高模温比提高铝温更有效,用模温机精确控制,别靠脱模剂来“调温”。
问:我们一款厚壁壳体,中心经常有缩孔,X光检测不合格,怎么调?
答:厚壁壳体缩孔,先看浇口位置和大小。尽量把浇口放在厚壁处,让铝水从厚区流向薄区。如果结构限制,那就加大增压压力并延长增压时间,同时检查增压建压延迟是否太长。实在不行,增加挤压销或局部冷却。还有一招,降低浇注温度到下限,减少液体收缩,但要注意流动性。总之,没有通用药方,得一点点试,但方向明确了。
说实话,我见过最离谱的,是操作工为了省事儿,把脱模剂兑得稀浓,喷完模具跟刷了层漆似的,导致气隙、表面夹杂。脱模剂可不是越多越好,薄而均匀才是关键。
最后再唠叨两句。压铸这行,经验重要,但别迷信经验。数据监控、过程记录才是王道。每次调工艺,记下参数和结果,时间长了你就有了自己的数据库。还有模具维护,别等坏了才修,定期去应力、抛光,寿命能翻倍。
写了这么多,其实就是想表达:压铸不是个“糙活”,是门精细手艺。从模具设计到参数控制,每个环节都藏着学问。下次再遇到问题,少点抱怨,多琢磨琢磨背后的原理,慢慢你就能从“操作工”变成“调机能手”了。