焊接的良心话:别再为那个‘差不多’买单了
去年在苏南一家钢结构厂,看见焊工叼着烟,拿422焊条怼Q345D——我差点当场背过气去。真的,就这一下,几百万的订单埋下多大的雷,他们完全没感觉。老板还在旁边吹,说‘我这儿的师傅水平高,百分之百拍片合格’。我凑近看了看刚焊的角缝,咬边咬得跟狗啃似的。得了,回办公室翻工艺吧,别在现场找不痛快了。
焊接这行,最怕的不是技术上遇见硬茬,而是从上到下都是‘差不多先生’。什么焊缝外观过得去就行,无损检测抽两片意思一下,工艺评定报告拿别人家的抄抄……这些操作,每一条都够让结构工程师半夜惊醒。今天不聊高深理论,就说点焊接圈里的‘潜规则’和真心话。你听听有没有用。
 焊接缺陷咬边未熔合实物特写
焊接缺陷咬边未熔合实物特写
肉眼可见的都是‘假象’
焊缝漂不漂亮?成型好不一定是真好。我见过无数个外观能打95分、内里全是密集型气孔的案例。尤其是大电流高速焊,表面盖得光滑,X光一照跟芝麻饼似的。还有那个坑爹的‘未熔合’,它不爱露头,就在坡口边缘静静待着,哪天结构一受力,撕开口子比谁都快。
所以啊,别相信眼睛。熔池的每一次凝固,都在内部留下应力、组织变化、微小裂纹的种子。说个极端例子:某海洋平台管节点,焊后热处理没做到位,残余应力高到离谱,下海两年膝盖弯那儿裂穿。查来查去,焊接参数当时全‘合规’——就是少了一步消氢处理。为了省这半天工期,修一次花了七位数。值吗?
焊接工艺评定(WPS)才是真实的‘操作手册’,不是应付监检的纸张。我见过太多厂子,拿八年前的评定包打天下,材料换代了、板厚变了,还用老参数,不出事才怪。现在标准越来越严,尤其出口欧盟的,EN 1090拉出来溜溜,工艺评定的覆盖性、焊工能力项,一个对不上就退货。
问:厂里焊工都是老师傅,凭经验干了几十年,为什么非要搞工艺评定这麻烦事?
答:经验确实宝贵,但它像中药,换一剂配方就不灵。王师傅烧电焊条没问题,你突然给他一盘药芯焊丝,送丝速度、干伸长度、摆幅全不一样,全靠试错?一个厚板多层多道焊,参数匹配错了,可能心部韧性断崖式下降。而且,现代工程要求可追溯,真到打官司那天,你说师傅拍胸脯保证过,法官认吗?你得拿出有签字盖章的工艺评定记录(PQR)和焊工证。这不是死板,是保护自己。
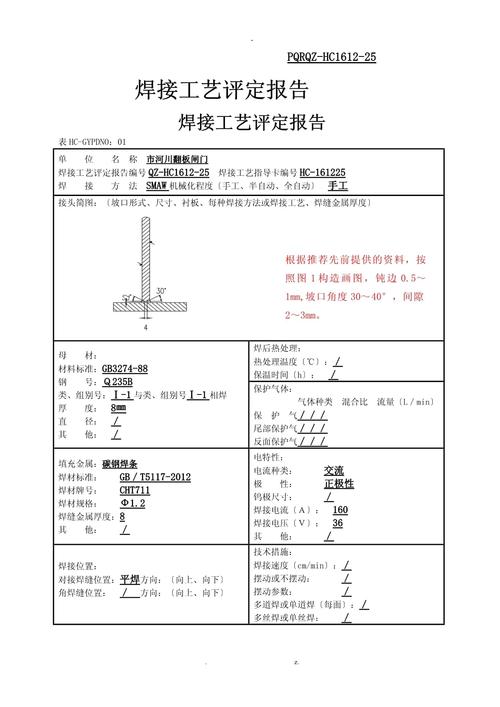 焊接工艺评定报告WPS模板
焊接工艺评定报告WPS模板
自动化焊接的坑,我踩得脚疼
机器人焊接不是买来放那儿就能用。这句话我说得嘴都起茧了。有些老板逛展会,看机械臂舞得眼花缭乱,一冲动拉条线回来,结果半年利用率不到30%。为什么?
工装!工装精度跟不上,焊缝对中靠天靠地靠运气。机器人可没眼睛(视觉系统另说),它程序定的点偏了,就一个劲在那焊空气或者钻母材。见过最夸张的,一个焊接机器人工作站,工装设计没考虑焊接变形,焊到第三个件,定位销插不进去了,整个线停摆。
还有编程序的小伙子,刚从学校出来,示教器用得飞起,可连焊接参数与板厚对应关系都搞不清。熔深不够、余高过大,调来调去就把机器人当半自动用。更别提焊缝跟踪传感器的标定了,环境一脏,激光线一糊,机器人就瞎了。维护?没人管的,送丝管堵了用铁丝捅,导电嘴烧了不换,就等故障积累到全线崩溃。
问:小厂子订单杂,多品种小批量,上焊接自动化到底划不划算?
答:算笔账。一套简单焊接工作站,含变位机,大概二三十万;复杂的带激光跟踪、电弧传感、双丝焊的,奔百万去了。如果你一年干不了几件同样的活,每次换型就得调半天,那还不如维持手工焊+灵活工装。但如果是固定几款产品,焊道长、位置重复、人工成本高,机器人绝对值得——不过前期一定要找有经验的集成商,把焊接仿真和离线编程做透,别省工艺调试那点钱。另外,别忽视焊丝桶的容量,干着干着没丝了,机器人傻等,都是钱在烧。
材料与方法的‘化学’反应
焊钢结构的,可能一辈子碰钛合金、镍基合金的机会不多,但哪怕是普通碳钢,牌号一变,焊接性就翻天覆地。就拿Q235和Q345说吧,看着差不多,后者对层间温度和焊后缓冷的要求就高得多。冬天零下施工,没有预热,Q345C的裂纹敏感性会让你怀疑人生。
最容易被忽略的是异种钢焊接。曾有台设备,管程是304不锈钢,壳程是Q345R,用E309焊条没问题,但现场图便宜混用了E308,结果没多久焊缝就开裂——碳稀释+热膨胀差异,服役中温差一大就应力腐蚀。这些都是书上的经典案例,可现场总有人‘创新’。
还有焊接方法的选择。想效率高,上埋弧焊没问题,但薄板就免了,一下焊穿。二氧化碳气体保护焊效率高、便宜,但飞溅大、成形稍差,追求外观的车间看不上。氩弧焊漂亮,可打底一慢,后面就窝工。每种方法都有脾气,得顺着毛捋。现在有种趋势,用激光复合焊,速度快、变形小,在汽车薄板和精密管材上越来越普及,但设备投入大,对坡口装配要求极严。
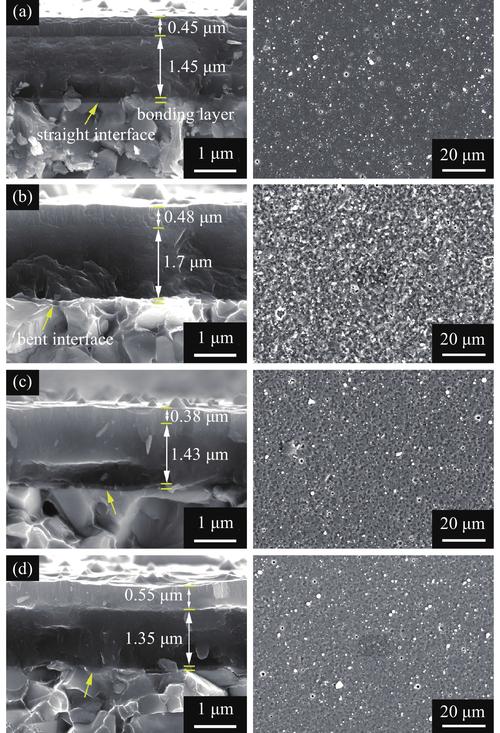
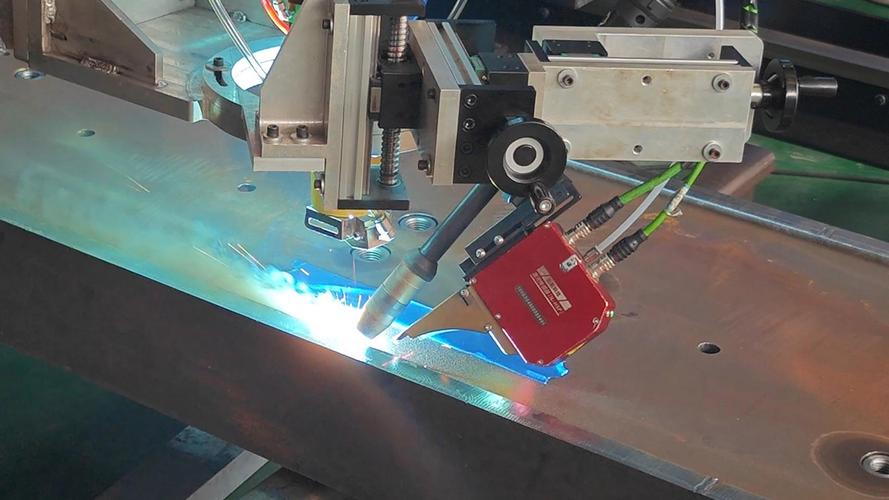 激光电弧复合焊接过程高速摄影
激光电弧复合焊接过程高速摄影
说到底,焊接不是简单的拼积木。它涉及冶金、力学、电工、甚至流体力学。别因为它在车间里显得粗犷,就以为没技术含量。真正的好焊缝,是设计、材料、工艺、操作四位一体的结晶。我知道,现在工厂利润薄,都想压成本、赶工期。但在焊接上耍小聪明,省下的每一分钱,都可能加倍在售后维修、赔偿、信誉损失上讨回来。
下次,当你手下工人说‘放心吧,我看行’,或者有人劝你‘别做那么多检测,浪费钱’,建议你提口气,去库房看看焊材烘烤记录,查查焊工最近考没考过新的位置证,或者干脆让探伤工多抽几个点。说不定,真相会让你脊背发凉,但至少,晚上能睡个踏实觉。对吧?