切割这件事,多少老师傅也说不透
激光切割机刚调好参数,切出来毛刺还是那么多?别急着怪机器。上个月去东莞一家钣金厂,老板拉着我诉苦——新上的光纤激光,切3mm不锈钢,速度是快,可断面纹路粗得像搓衣板。我蹲下来看了一眼,切割头喷嘴选错了。
你可能会问,一个喷嘴能有多大差别?差远了。 单层喷嘴和双层喷嘴,气流控制完全不同。用错的结果就是切割面粗糙,甚至挂渣。不过话说回来,现在很多操作工培训几天就上岗,哪里懂这些。
 激光切割焦点位置调整示意图
激光切割焦点位置调整示意图
我见过最离谱的一次,一个学徒把焦点调得太低,切割速度反而提不上去,还烧了喷嘴。老板在旁边骂骂咧咧,其实他自己也一知半解。还有个常见的坑:切割不锈钢时用空气,结果切缝发黄,氧化严重。明明多加个氮气就解决了,就是舍不得那点气体成本。
再讲个反常识的事——切割速度不是越快越好。 上个月调试一台设备,切6mm碳钢,速度提到4m/min,切是切得动,但下表面挂渣像钟乳石。降速到3.2m/min,光洁得像镜面。这些细节,没踩过坑的人根本不信。
问:厚板切割,火焰切割和等离子切割哪个更经济?
答:看厚度和数量。30mm以下,等离子优势明显;50mm以上,火焰切割更省钱,因为等离子电极消耗太快。不过火焰切割热变形大,精度要求高的话还是等离子,尤其带坡口切割,那是等离子的强项。还有个隐藏细节——切割面上缘的熔渣,等离子可以通过调整参数减少,火焰基本无解。
火焰切割看起来傻大笨粗,其实技术也在进化。比如数控火焰切割机配上电容调高和自动点火,切出零件轮廓照样漂亮。我去年在唐山一家重型机械厂,看到他们用火焰切200mm厚的法兰盘,那速度、那垂直度,一点不含糊。
等离子切割机切割厚钢板特写
水刀切割,到底贵在哪里?
水刀这东西,迷人又烦人。迷人是因为它万能——金属、石材、玻璃、复合材料,几乎通吃。烦人是因为成本高,尤其是砂子和高压管。有人算过,一小时综合成本四五百块。但有些活你还非得用它,比如切割钛合金精密件,或者要求冷态切割的场合。
问:水刀切割精度能到什么程度?
答:看设备和操作。普通的纯水切割(不加砂)精度可以到0.1mm,加砂切割通常在0.2-0.3mm。但这里面门道多着呢——水压波动、砂管磨损、切割速度、工件材质,全影响精度。真正的高手会调出补偿值,让切缝上下等宽。还有个小秘密:水刀切割的斜面,可以通过倾斜刀头修正,但很多厂家不愿意费这个事。
去年接触一家做航空复材的,用五轴水刀切碳纤维板,边缘一点分层都没有。那台机器三百多万,值不值?他们笑着说,切错一块料子就一台机器钱。
切割这个行业,技术交叉得厉害。激光切割机里也用到水刀的原理去冷却?不对,那是等离子。激光切割现在都在搞自动化上下料,配上机器人分拣,整个单元无人化。东莞有些厂直接叫“黑灯车间”,进去就看见机械臂在抓板子,激光头飞速移动。但这样的升级,小厂根本玩不起,一套自动化几十万打底。
别光盯着设备,切割编程也很要命。 软件用不好,排样浪费材料。我见过一个离谱的例子,工人怕出错,每个零件之间留了10mm的间隙,一张板上少排了20%的件。老板不懂,还觉得材料利用率挺高。现在套料软件都是自动优化,可就是有人不信任,非得手动排。
还有一个热点话题——切割烟尘处理。环保查得严,激光切割粉尘不处理,车间乌烟瘴气。好的除尘系统要花不少钱,但省不了。有些厂想省事,直接用大风扇吹,结果粉尘重新落在工件上,影响后续焊接。这种钱花得太冤枉。
总的来看,切割技术就是不断在成本和精度之间找平衡。没有万能的方法,只有最合适的选择。老师傅的经验,加上对新技术的开放心态,才是避免被坑的法宝。下次你的切割机再出问题,别急着打维修电话,先看看是不是操作上出了什么低级错误——这事儿可太常见了。
你可能会问,一个喷嘴能有多大差别?差远了。 单层喷嘴和双层喷嘴,气流控制完全不同。用错的结果就是切割面粗糙,甚至挂渣。不过话说回来,现在很多操作工培训几天就上岗,哪里懂这些。
激光切割?先搞懂焦点位置
说实话,激光切割的核心参数说穿了就那几样:功率、速度、气压、焦点。可就是这焦点,十个人有八个调得不对。为什么呢?因为焦点位置不是固定的——切不同材料、不同厚度,焦点该放正还是负,经验不足很容易懵。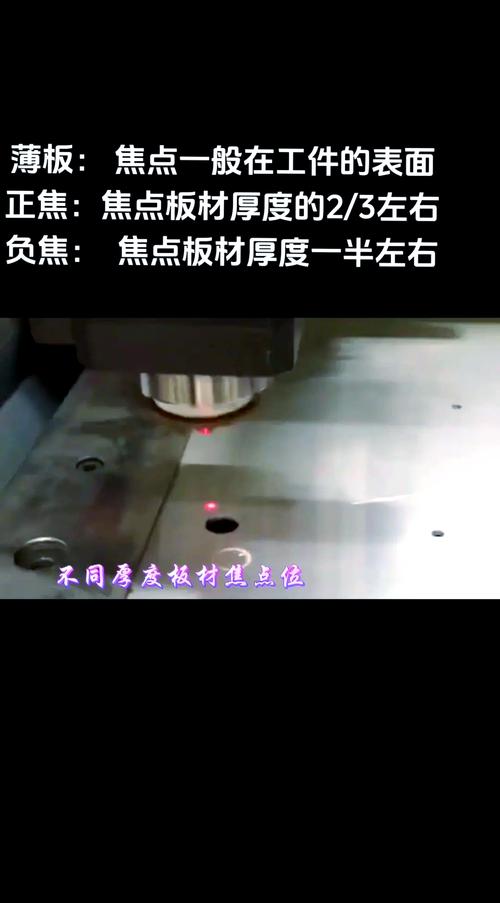 激光切割焦点位置调整示意图
激光切割焦点位置调整示意图
我见过最离谱的一次,一个学徒把焦点调得太低,切割速度反而提不上去,还烧了喷嘴。老板在旁边骂骂咧咧,其实他自己也一知半解。还有个常见的坑:切割不锈钢时用空气,结果切缝发黄,氧化严重。明明多加个氮气就解决了,就是舍不得那点气体成本。
再讲个反常识的事——切割速度不是越快越好。 上个月调试一台设备,切6mm碳钢,速度提到4m/min,切是切得动,但下表面挂渣像钟乳石。降速到3.2m/min,光洁得像镜面。这些细节,没踩过坑的人根本不信。
等离子切割与火焰切割,是不是过时了?
现在大家都追激光,等离子切割好像没人提了。但你到修船厂、钢结构车间看看,等离子依然活得滋润。切50mm以上厚板,等离子性价比吊打激光。而且现在等离子电源技术也在进步,比如海宝的XPR系列,切割质量都快接近激光了。问:厚板切割,火焰切割和等离子切割哪个更经济?
答:看厚度和数量。30mm以下,等离子优势明显;50mm以上,火焰切割更省钱,因为等离子电极消耗太快。不过火焰切割热变形大,精度要求高的话还是等离子,尤其带坡口切割,那是等离子的强项。还有个隐藏细节——切割面上缘的熔渣,等离子可以通过调整参数减少,火焰基本无解。
火焰切割看起来傻大笨粗,其实技术也在进化。比如数控火焰切割机配上电容调高和自动点火,切出零件轮廓照样漂亮。我去年在唐山一家重型机械厂,看到他们用火焰切200mm厚的法兰盘,那速度、那垂直度,一点不含糊。
 等离子切割机切割厚钢板特写
等离子切割机切割厚钢板特写
水刀切割,到底贵在哪里?
 水刀切割,到底贵在哪里?
水刀这东西,迷人又烦人。迷人是因为它万能——金属、石材、玻璃、复合材料,几乎通吃。烦人是因为成本高,尤其是砂子和高压管。有人算过,一小时综合成本四五百块。但有些活你还非得用它,比如切割钛合金精密件,或者要求冷态切割的场合。
水刀切割,到底贵在哪里?
水刀这东西,迷人又烦人。迷人是因为它万能——金属、石材、玻璃、复合材料,几乎通吃。烦人是因为成本高,尤其是砂子和高压管。有人算过,一小时综合成本四五百块。但有些活你还非得用它,比如切割钛合金精密件,或者要求冷态切割的场合。问:水刀切割精度能到什么程度?
答:看设备和操作。普通的纯水切割(不加砂)精度可以到0.1mm,加砂切割通常在0.2-0.3mm。但这里面门道多着呢——水压波动、砂管磨损、切割速度、工件材质,全影响精度。真正的高手会调出补偿值,让切缝上下等宽。还有个小秘密:水刀切割的斜面,可以通过倾斜刀头修正,但很多厂家不愿意费这个事。
去年接触一家做航空复材的,用五轴水刀切碳纤维板,边缘一点分层都没有。那台机器三百多万,值不值?他们笑着说,切错一块料子就一台机器钱。
切割这个行业,技术交叉得厉害。激光切割机里也用到水刀的原理去冷却?不对,那是等离子。激光切割现在都在搞自动化上下料,配上机器人分拣,整个单元无人化。东莞有些厂直接叫“黑灯车间”,进去就看见机械臂在抓板子,激光头飞速移动。但这样的升级,小厂根本玩不起,一套自动化几十万打底。
别光盯着设备,切割编程也很要命。 软件用不好,排样浪费材料。我见过一个离谱的例子,工人怕出错,每个零件之间留了10mm的间隙,一张板上少排了20%的件。老板不懂,还觉得材料利用率挺高。现在套料软件都是自动优化,可就是有人不信任,非得手动排。
还有一个热点话题——切割烟尘处理。环保查得严,激光切割粉尘不处理,车间乌烟瘴气。好的除尘系统要花不少钱,但省不了。有些厂想省事,直接用大风扇吹,结果粉尘重新落在工件上,影响后续焊接。这种钱花得太冤枉。
总的来看,切割技术就是不断在成本和精度之间找平衡。没有万能的方法,只有最合适的选择。老师傅的经验,加上对新技术的开放心态,才是避免被坑的法宝。下次你的切割机再出问题,别急着打维修电话,先看看是不是操作上出了什么低级错误——这事儿可太常见了。