喷涂车间的痛与悟:从翻车现场到自动化前的最后挣扎
干了十五年涂装,最怕听到的一句话就是——“李工,这批活儿又花了!”
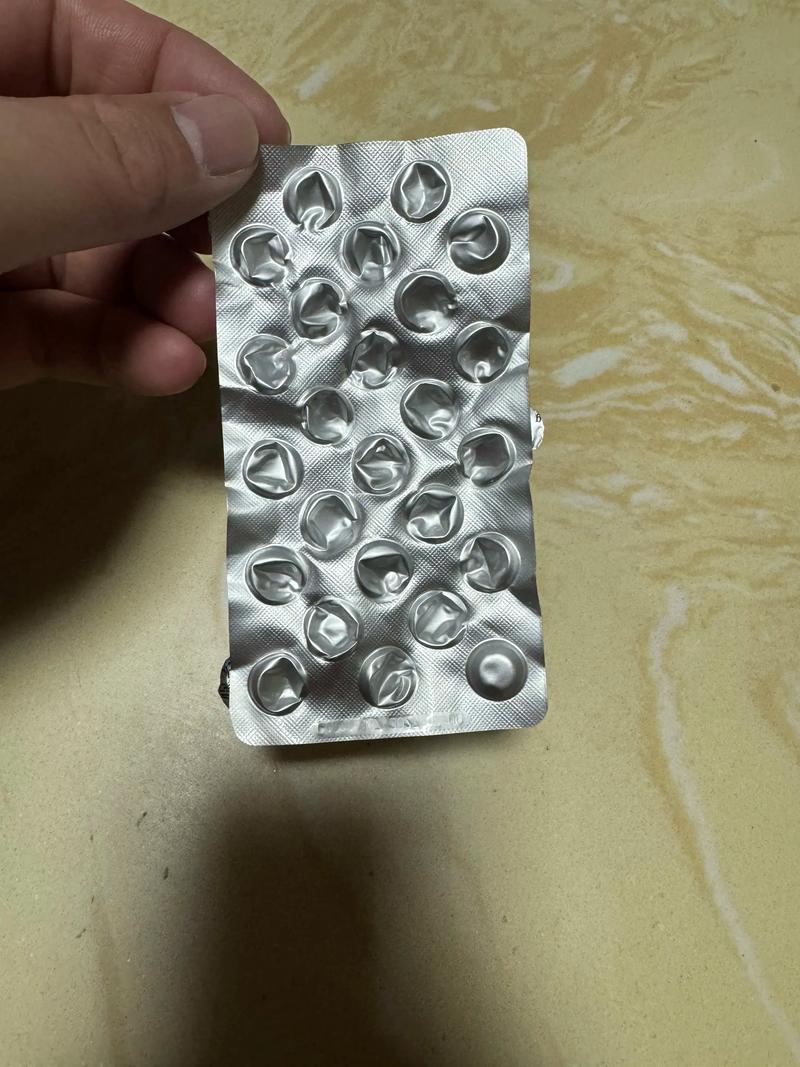
花,不是花里胡哨的花,是涂层表面那种恶心的、橘子皮一样的纹路。上个月那批医疗设备外壳,客户指着灯管下的反光,一句话不说,转身走了。几十万的单子瞬间打水漂。那种感觉,妈的,比失恋还难受。
说实话,喷涂这行当,真不是拿把枪滋滋滋就完了。它是科学,是经验,是玄学——有时候甚至是运气。
 喷涂车间橘皮缺陷特写图
喷涂车间橘皮缺陷特写图
先别急着怪枪,看看你的前处理是不是在玩火
很多老板,还有半吊子技术员,一看涂层出问题,第一反应就是调枪、换漆。天真!我过去也是这么想的,直到有一次发现,橘皮的根本原因竟然是压缩空气里的水。你没看错——水分。空压机后端的冷干机坏了半个月,竟然没人知道!喷出来的漆雾还没到工件上就已经受潮,固化后就给你一脸麻子。
更别提脱脂、磷化这些前道工序了。有一次,新来的操作工把脱脂槽的温度调低了五度,结果整批汽车配件附着力直接拉垮。💡 血泪教训:喷涂质量80%在前处理,20%在喷涂本身——这是我从无数次返工中领悟到的。不信?你把工件表面残留的油污、锈迹、灰尘想象成一层看不见的隔离膜,再好的漆也粘不住。
问:那怎么快速判断前处理是否到位?
答:滴水试验啊,老伙计!清洗后的金属表面,用滴管滴一滴去离子水,如果水珠摊开成连续水膜——至少维持半分钟不破——说明表面能足够,可以进喷涂。如果水珠缩成一团或者迅速滚落,重洗吧,别浪费漆。这招比什么达因笔便宜多了。
 喷涂前处理滴水试验操作图
喷涂前处理滴水试验操作图
自动化喷涂是解药,但也是毒药
 自动化喷涂是解药,但也是毒药
自动化喷涂是解药,但也是毒药
这几年机器人喷涂很火。我们厂也上了两台六轴机械臂,安川的。最初三个月,爽啊:膜厚均匀得一批,效率翻倍,人工从八个减到三个。我差点以为可以躺平了。
然后噩梦开始了。一个周末夜班,机器人突然像抽风一样,在工件内部多停了0.3秒,导致局部厚膜流挂。等周一发现时,已经喷了八百多个零件,个个挂着难看的泪痕。排查了四天,最后发现是编码器线缆被机柜门夹了,信号偶尔丢失。❗ 那段日子我头发都快薅秃了。
我真的想告诉那些盲目推崇“黑灯工厂”的人:自动化不是买台机器插上电就行。它需要你重新建立一整套维护体系:每天校准TCP点,每周检查管路堵塞,每月备份参数,每季更换易损件……而且,必须有一个懂工艺又懂编程的人盯着。不然就是花几百万买个爹。
问:对于小批量多品种的喷涂任务,到底该不该上机器人?
答:看情况。如果产品种类多但形状规则、换色不超过五种,机器人可以很快切换程序,还比较划算。但如果工件奇形怪状、每次还要重新设计挂具——听我一句劝,暂时用熟练的人工更灵活。我一个朋友专喷定制摩托油箱,靠的就是三个十年经验的老枪手,手比你稳多了。不过话说回来,你可以引入一些半自动化辅助,比如往复机、自动调枪架,成本可控,效果不打折。
漆的学问:不是越贵越好
 漆的学问:不是越贵越好
漆的学问:不是越贵越好
说到漆本身,又是一个巨坑。我记得有次给一个户外钢结构项目供货,甲方指定用某个国际大牌的高固含环氧漆。贵得要死。结果喷完三个月,全部粉化。我们被罚到吐血。后来化验才发现,那款漆根本不适合华南那种高温高湿加盐雾的环境,配方里的抗UV添加剂偏少。而另一家国产水性漆,虽然单价便宜,但配对了固化剂和膜厚,耐候性反而好得多。
✅ 经验之谈:选择涂料,必须拿样件做完整的盐雾试验和户外挂板测试,别信参数表。尤其是水性漆,现在环保逼得紧,大家都得上,但水性漆的流平性、温湿度敏感性比油性漆难控制十倍。我们车间刚开始用水性漆时,因为空调风速没调好,表干太快,导致满车间的贝纳尔旋流涡——就是那种规则的六角形凹坑,看着都起鸡皮疙瘩。
还有一点很反直觉:很多流挂问题不是喷涂厚了,而是喷得太湿。溶剂型漆靠溶剂挥发成膜,如果环境温度低、通风差,湿膜内部的溶剂逃不出来,就会把上层漆膜顶得向下流。所以,薄喷多遍这个原则听着简单,实际上需要你对每一枪的搭接都有精确到秒的节奏感。新手往往第一枪太厚,后面越补越糟。
问:水性漆的“温湿度窗口”到底有多窄?有没有实用工装方案?
答:一般建议温度20-28℃,相对湿度50-70%。低于15℃或者湿度大于80%你硬要喷,那只能求神拜佛。我们改造过一个集装箱式的恒温恒湿喷涂房,投资二十万左右,但良率直接从70%提到95%,两个月回本。别舍不得这点钱,返工和信誉更贵。
写到这儿,窗外又在下雨。南方的梅雨季,喷涂车间的抽湿机彻夜轰鸣。干了这一行,就像患上了强迫症:每次走过成品区,都会忍不住侧着光看漆面;听到空压机异响,心就悬到嗓子眼。但每当一个完美的工件从烘道出来,那种镜面般的光泽……啧,又觉得什么都值了。喷涂,就是一场和缺陷无休止的战斗,而我们要么死在冲锋的路上,要么就一次次把瑕疵扼杀在喷枪出口前三毫米。