装配线那点破事儿:从手工作坊到无人工厂的真实进化论
前几天去一家供应商那里看新产线,刚好撞见装配段在调试。几个老师傅围着一台六轴机器人,一边骂一边调,旁边是拆得七零八落的夹具——地上还撂着个扳手,不知道谁扔的。说实话,这种现场比那些干干净净的宣传片真实多了。装配这玩意儿,从来就不是什么优雅的艺术,是实打实的、会出各种幺蛾子的系统工程。不过话说回来,这几年我被问得最多的问题就是:装配自动化到底靠不靠谱?
手艺人的黄金时代:装配那点野路子历史
二十年前我入行的时候,装配线上靠的是人眼、人手,还有老师傅的「手感」。一个螺栓该拧多紧,听声音就知道;轴与孔的间隙对不对,手指一摸就明白。记得有个老钳工,徒弟装不上的轴承,他拿铜棒轻轻敲两下——进去了,严丝合缝。那种本事,现在年轻人估计很难体会了。❗但效率呢?一天累死累活也就装那么几十台。换型号更是灾难,整个工装换一遍,半天没了。那时候柔性装配还是个时髦概念,实际中用得好的国内企业,两只手数得过来。
然后自动化大潮就来了。刚性专机、凸轮分度器驱动的转盘机,砰砰砰地打料,产量一下子冲上去了。问题也随之而来:这东西像一头犟驴,只能干一件事。我们当时给一个家电厂做的螺钉自动锁附单元,产品迭代一快,整套工装就废了,几十万打了水漂。💡所以后来才有了机器人、视觉引导、力控传感这些东西——不是我们想折腾,是被逼的。
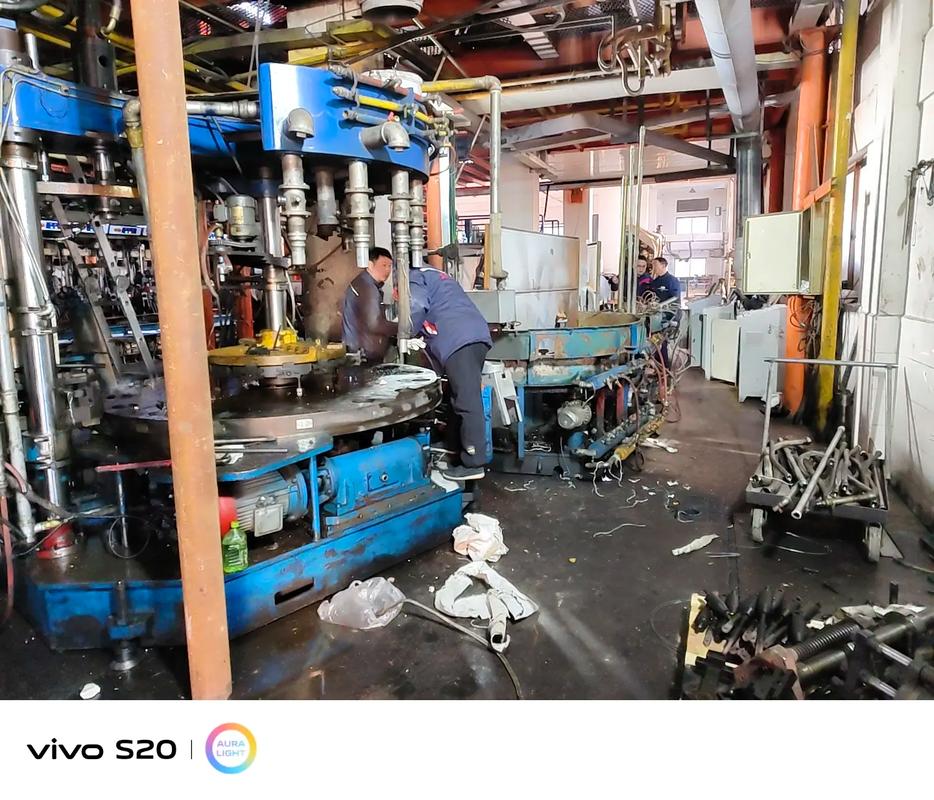
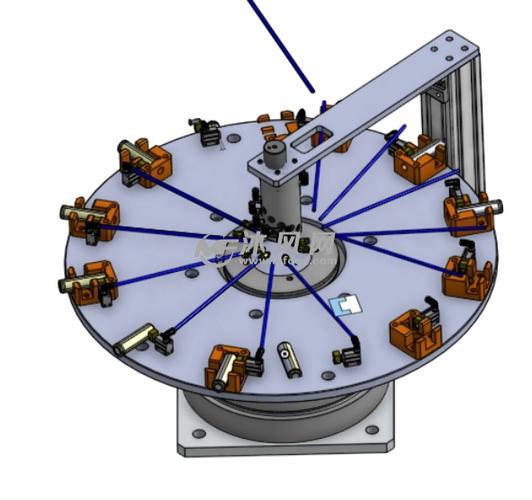 老式转盘装配机工装夹具细节
老式转盘装配机工装夹具细节
现在的装配车间:机器人、AGV 和那些看不见的坑
如今但凡提「智能装配」,就少不了协作机器人。确实,它轻巧、安全,能和人挤在一起干活。但我们去年给一个汽车零部件厂部署的时候,发现力控精度在高速状态下衰减得很厉害。拧塑料件的自攻螺钉,速度一上去,扭矩波动就超标。最后不得不降速,节拍损失了将近15%。✅但也不是没救——通过激光测距实时闭环补偿,勉强拉回到设计值。这过程就跟打地鼠一样,一个问题压下去,另一个又冒出来。
至于AGV,现在的无轨导航激光SLAM小车的确灵活,但电池续航和调度系统仍然是软肋。有一次在展会上看到某家号称「无人工厂」的方案,装配线上的物料流转全靠AGV,结果演示到一半,一台车卡在工位前死活不动,无线网络延迟了不到两秒,整个节拍就乱套。💡所以别信那些宣传片,真实世界的装配永远是在冗余和成本之间走钢丝。
问:装配自动化里,最难搞的环节到底在哪里?
答:喂料和临时固定。尤其是不规则形状的零件,比如密封圈、柔性线束。视觉识别可以解决定位,但抓取和装配时的形变控制,至今没有通用方案。我们试过用软体抓手,寿命和重复精度又成了问题。最后经常是自动化一半,留个工位给人——不是不想全自动,是账算不过来。
 协作机器人装配柔性线束抓取过程
协作机器人装配柔性线束抓取过程
柔性、精益、数字化——别光喊口号,落地太要命了
「柔性装配」这四个字,老板们最喜欢提。翻译成大白话就是:一条线能同时生产好几款产品,切换时间近乎零。理论上当然爽,实际上,光是工装快换系统的定位精度,就够喝一壶的。我们给一个医疗设备厂设计过零点定位系统的快换托盘,图纸上重复定位精度±0.01mm,结果一到车间,温度变化两度,钢板热胀冷缩,精度瞬间超标。后来整条线做了温控车间,成本翻番。😤
精益生产那套单件流、拉动式生产,落到底还是人的问题。有一回客户要求装配线严格按节拍走,但操作工习惯了前头快后头慢,线体一流动,最慢的工位变成瓶颈,安灯系统亮个不停。后来发现不是工人偷懒,是新来的培训没到位,标准作业指导书写得像天书。所以说到底,装配优化50%靠设备,50%靠管理和人,忽略任何一边都是白搭。
问:装配线的防错(Poka-yoke)设计到底有没有万能公式?
答:根本没有。小件最容易漏装,大件最容易装偏。常用的办法是通过传感器检测存在性、方向、扭矩,但有些错误是组合型的,比如两个相似的垫圈混料。这时候视觉识别成本高,重量检测又受其他工序干扰。最靠谱的还是从产品设计端入手,让错误根本不可能发生——比如把两个相似件的安装孔距设计成不一样的。可惜设计工程师很少这么干,因为嫌麻烦。
数字孪生这几年也炒得火热。我们在一条变速箱装配线上试过,用实时数据映射虚拟模型,预判设备故障。确实把非计划停机减少了30%,但前提是你得先有一年的数据积累,而且现场网络不能有任何抖动。中小企业玩这个,光IT和OT的融合就能把人逼疯。
装配从来不是堆砌技术的游戏。它是妥协,是权衡,是跟物理世界较劲。一台设备咔咔响着把零件怼进去,显示屏上的曲线平滑如丝,背后是无数个调参的深夜。下次你再看到那些炫酷的工厂宣传视频,不妨注意一下角落里的油污和备用零件箱——那才是真正的人生。
就这样吧。下回去调试那台拧螺丝的机器人,我还得带瓶水,车间实在太热了。