表面处理:你以为镀个锌就完事了?大错特错
上个月去一家做冲压件的工厂,老板拉着我吐苦水:零件镀锌,送去客户那儿,盐雾测试48小时就红了!他一脸懵:明明工艺参数没变。我拿起零件一看——边角毛刺根本没去干净,镀层像一块破布挂在上面。说实话,这种事儿我见太多了。表面处理,从来不是最后‘镀一下’那么简单。
很多人把表面处理当成‘涂脂抹粉’。大错特错。它是一个系统工程,从预处理开始,每一步都在决定最终性能。而且,工业上可选的工艺太多了:电镀、化学镀、阳极氧化、微弧氧化、磷化、达克罗、热喷涂……每种都有自己的脾气。
 电镀锌零件盐雾腐蚀对比图
电镀锌零件盐雾腐蚀对比图
预处理:被忽视的魔鬼
 预处理:被忽视的魔鬼
预处理:被忽视的魔鬼
有一次,一条电泳线成品率暴跌。查了三天,最后发现是脱脂槽的喷淋压力掉了0.5公斤。0.5!所有人都盯着槽液参数,没人去看喷嘴是不是堵了。这就是预处理——除油、除锈、表调、磷化,任何一步偷懒,后续涂层都会狠狠打你的脸。
问:为什么我的镀层总在尖角处先起泡?
答:因为尖角电流密度大,镀层沉积快,内应力集中,而且很多厂根本不倒角!R角至少0.3毫米,这钱不能省。另外,除油不彻底,析氢反应加剧,气泡就来了。懂了吧?
还有,很多人不知道,表面粗糙度直接影响结合力。精密件要求Ra 0.8以下,但你拿个百洁布猛搓——抱歉,表面产生塑性变形层,镀层结合反而更差。得用化学抛光或电解抛光,该花的设备钱得花。
功能性镀层:不只是好看
大部分工程师选表面处理,脑子里只有‘防锈’。💡 但其实,耐磨、减摩、导电、绝缘、吸光、消杂光……全是表面工程的活儿。我一个做无人机舵机的朋友,关节轴镀的化学镍-磷合金,含磷量控制到10%-12%,非晶态结构,硬度HRC50,不用热处理,自润滑好得一批。成本高?当然高,但值。
问:阳极氧化和硬质阳极氧化有什么区别?
答:普通阳极氧化膜厚5-20微米,主要用于染色装饰;硬质阳极氧化膜厚可达50微米以上,维氏硬度300-500,耐磨耐蚀,但会降低基体疲劳强度。如果你用在航空结构件上,必须做喷丸强化后再硬阳,否则等着裂纹吧。
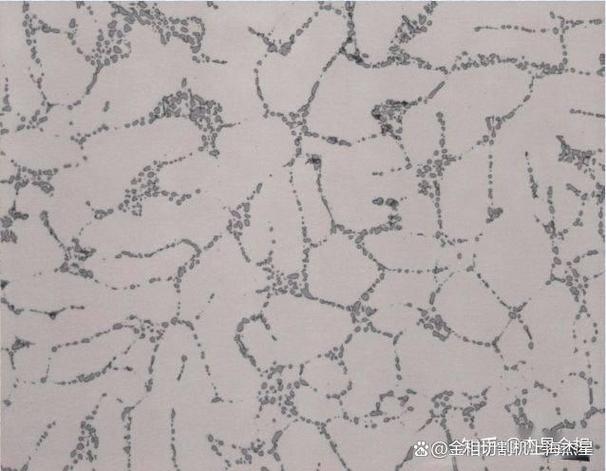 铝合金硬质阳极氧化膜截面金相图
铝合金硬质阳极氧化膜截面金相图
前阵子有个新能源车企的工程师找我,说电池包外壳电泳漆起泡脱落。我问他:你们前处理用了啥?他说,酸性脱脂后直接电泳。我差点没拍桌子!铝合金件,不上铬化或硅烷处理,附着力能好?现在REACH法规限制六价铬,用三价铬或锆系无铬钝化,成本上去了,但没办法,环保红线碰不得。
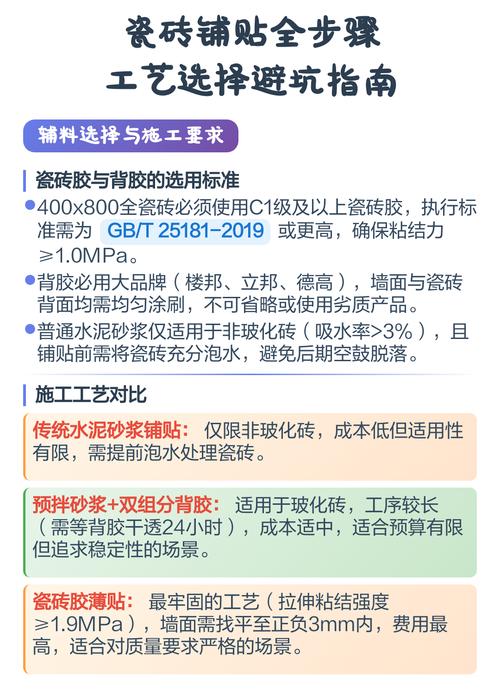
工艺选择的坑与解
 工艺选择的坑与解
工艺选择的坑与解
选工艺最怕什么?过度设计。一个室内用的接线端子,非要镀15微米镍再镀0.3微米金——这老板要么是钱多烧的,要么是被忽悠瘸了。其实很简单:腐蚀环境、摩擦工况、导电导热需求、后加工工序……把这些列出来,对照ISO 4042、ASTM B633这些标准去选,别拍脑袋。❗
更隐蔽的坑在后端。比如达克罗涂层,耐蚀性极好,无氢脆,但导电性差,涂敷后孔的尺寸变化你要算进去。高强度紧固件用达克罗后,扭矩系数会变,装配工艺必须跟着调。我见过一批螺栓,达克罗后拧紧,扭矩到了,预紧力却不够——装配线差点停产。最后靠摩擦系数稳定剂才搞定。
现在行业里什么最火?功能性复合处理。比如电镀+热扩散,形成锌铁合金层,耐蚀是纯锌的三倍。或者微弧氧化+聚合物封孔,做铝镁合金的表面,既耐磨又疏水。不过,这些工艺稳定性不好控,批次波动能折腾死人。我一般建议:先把基础工艺做到极致,再追求花活。
最后啰嗦一句:表面处理是门手艺活,也是科学。药水分析、槽液维护、工装挂具设计、过程记录……任何一个细节漏了,结果就是薛定谔的质量。别等到客诉了,才想起我说的话。