故障诊断的终极秘笈:从听音棍到AI,一个老工程师的真心话
说真的,干了二十年设备维护,我最怕听到的两个字就是“意外”。意外停机,等于烧钱。记得刚入行那会儿,我们全靠老师傅摸爬滚打积累的经验。手里一根听音棒,耳朵贴上去,咔咔声、嗡嗡声,脑子里就得转出三个可能性。那种诊断,说白了就是猜,加上一点直觉。
但现在不行了,现在设备都长脑子了。 一台数控加工中心,传感器比蜘蛛网还密。你还没听见异响,系统已经弹出红色警告:轴承剩余寿命还有72小时。这玩意儿准不准?准。但也坑过人。
 老工程师用听音棒诊断电机轴承
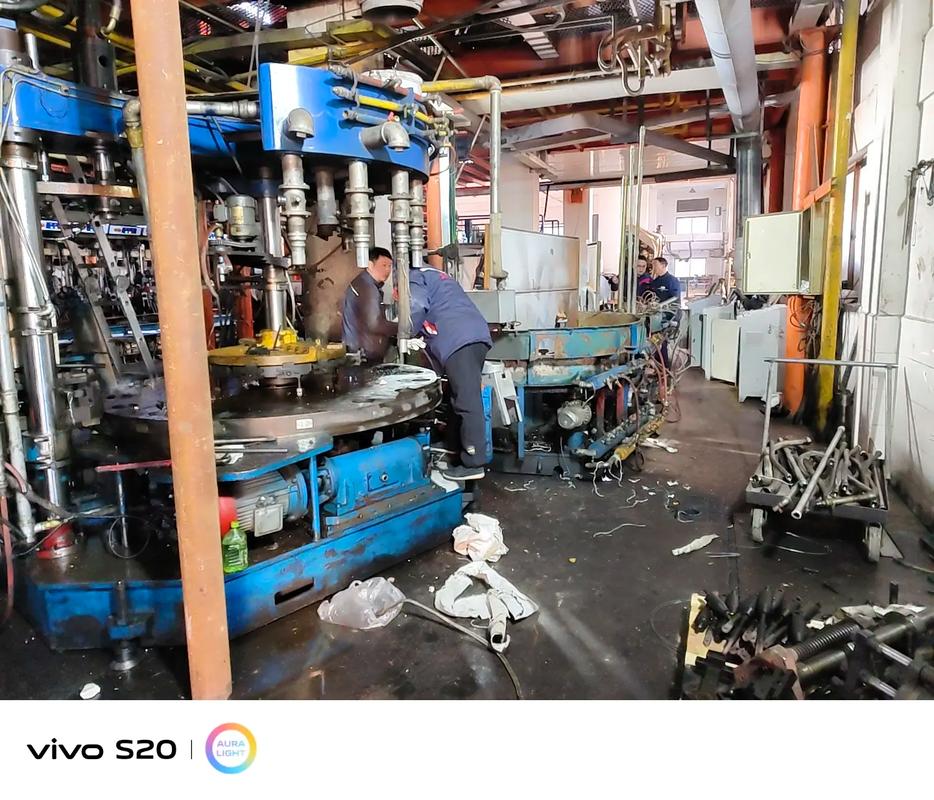
工厂预测性维护传感器安装现场
振动分析没搞对,等于瞎子摸象
一说到故障诊断,好多人就买几万块的振动分析仪,对着轴承一通照。可振动是个狡猾的东西。我以前带新人,第一课就教他们:先看转速,再看负载。 空转正常,带负荷就抖,八成是齿轮啮合问题或轴弯了。你只测空载,测到天荒地老也白搭。
还有,采样频率。见过一个同行,用128线谱去分析高速压缩机,那能抓到个鬼?叶片通过频率都在5000Hz往上,你得设到16384线以上。所以千万别把振动分析当成按快门,参数设错,诊断结论就是废纸。更气人的是,有些厂家拿个简易频谱图就说“轴承故障频率吻合”,结果拆开一看,轴承好好的,是旁边一颗地脚螺栓松了,引起的假象。
问:那怎么判断是轴承问题还是螺栓松动?
答:看相位和波形。螺栓松动,会出现0.5倍频、1倍频的“松动图样”,而且振动会随负荷变化不明显,但随转速变化敏感。轴承故障呢,有特定的特征频率,比如外圈故障频率,会在高频区出现峰值,还伴随尖峰能量。另外敲击测试有时也管用,拿个铜棒轻敲轴承座,松动的地方声音发哑,好的清脆。当然,现在好点的分析仪,自带专家系统,能自动识别这些图样,但别全信,它可能把不对中的图样也当松动,因为两者太像了。
人工智能工业设备故障预测仪表盘
问:中小工厂没钱搞AI,最基本的预防办法是什么?
答:做好“三定”和“两巡”。定点、定法、定期,用简易测振笔、测温枪,每个班次把关键点位的数据记下来。然后画趋势图。别小看手画曲线,温度连续三天微微上升,哪怕没超标,也得警惕。再加两次巡检,触摸和鼻嗅。我很多次提前发现电机过热、皮带焦糊,都是靠鼻子。这些零成本,但靠的是纪律和责任心。数字化工具可以锦上添花,但基础管理垮了,什么系统都救不回来。
说到底,故障诊断就是个与不确定性搏斗的活儿。工具在变,逻辑不变:收集可靠的信号,排除干扰,然后基于物理知识和历史数据做出判断。没有一个方法万能,也没有一个传感器永远精准。我们能做的,就是别让设备在自己手里“死不瞑目”。
最后啰嗦一句:那些卖系统的总说“无人值守”,听听见识一下就好。再先进的诊断,也离不开一个懂工艺、懂设备、还有点死磕精神的人。
老工程师用听音棒诊断电机轴承
工厂预测性维护传感器安装现场
振动分析没搞对,等于瞎子摸象
一说到故障诊断,好多人就买几万块的振动分析仪,对着轴承一通照。可振动是个狡猾的东西。我以前带新人,第一课就教他们:先看转速,再看负载。 空转正常,带负荷就抖,八成是齿轮啮合问题或轴弯了。你只测空载,测到天荒地老也白搭。
还有,采样频率。见过一个同行,用128线谱去分析高速压缩机,那能抓到个鬼?叶片通过频率都在5000Hz往上,你得设到16384线以上。所以千万别把振动分析当成按快门,参数设错,诊断结论就是废纸。更气人的是,有些厂家拿个简易频谱图就说“轴承故障频率吻合”,结果拆开一看,轴承好好的,是旁边一颗地脚螺栓松了,引起的假象。
问:那怎么判断是轴承问题还是螺栓松动?
答:看相位和波形。螺栓松动,会出现0.5倍频、1倍频的“松动图样”,而且振动会随负荷变化不明显,但随转速变化敏感。轴承故障呢,有特定的特征频率,比如外圈故障频率,会在高频区出现峰值,还伴随尖峰能量。另外敲击测试有时也管用,拿个铜棒轻敲轴承座,松动的地方声音发哑,好的清脆。当然,现在好点的分析仪,自带专家系统,能自动识别这些图样,但别全信,它可能把不对中的图样也当松动,因为两者太像了。
人工智能工业设备故障预测仪表盘
问:中小工厂没钱搞AI,最基本的预防办法是什么?
答:做好“三定”和“两巡”。定点、定法、定期,用简易测振笔、测温枪,每个班次把关键点位的数据记下来。然后画趋势图。别小看手画曲线,温度连续三天微微上升,哪怕没超标,也得警惕。再加两次巡检,触摸和鼻嗅。我很多次提前发现电机过热、皮带焦糊,都是靠鼻子。这些零成本,但靠的是纪律和责任心。数字化工具可以锦上添花,但基础管理垮了,什么系统都救不回来。
说到底,故障诊断就是个与不确定性搏斗的活儿。工具在变,逻辑不变:收集可靠的信号,排除干扰,然后基于物理知识和历史数据做出判断。没有一个方法万能,也没有一个传感器永远精准。我们能做的,就是别让设备在自己手里“死不瞑目”。
最后啰嗦一句:那些卖系统的总说“无人值守”,听听见识一下就好。再先进的诊断,也离不开一个懂工艺、懂设备、还有点死磕精神的人。
 老工程师用听音棒诊断电机轴承
老工程师用听音棒诊断电机轴承
别迷信数据,脏数据会要命
我见过一个案例,某汽车零部件厂,上了套高大上的在线监测系统。振动、温度、油液颗粒度,全给你实时刷新。看着挺唬人,结果呢?半年内两次误报,一次漏报。误报那次半夜把值班的兄弟吓得够呛,漏报那次直接烧了一台主电机。 原因?传感器安装位置歪了3毫米,信号采集全在“抖”。算法再牛,吃进去的是垃圾,吐出来的也是垃圾。所以我说,故障诊断的第一步,绝对不是买软件,是把传感器给伺候好。 装错了,等于给病人把脉摸到了手肘上。 问:工业听诊技术听着悬,真能取代人的耳朵? 答:取代不了,但可以把耳朵“数字化”。以前我们听轴承,靠的是骨传导,低频嗡嗡声代表润滑不良,高频啸叫可能是滚道剥落。现在有超声波检测仪,把20kHz以上的信号抓出来,转化成频谱。它比人耳灵敏100倍,而且不会因为昨晚喝多了酒就听岔。不过,分界线在哪儿?轻微拉伤,机器能抓,老手也能听出来,但那种“感觉要坏”的微妙震颤,机器还没学会。所以我是“人机混合派”,机器做筛查,人做终极裁判。 工厂预测性维护传感器安装现场
工厂预测性维护传感器安装现场
振动分析没搞对,等于瞎子摸象
 振动分析没搞对,等于瞎子摸象
一说到故障诊断,好多人就买几万块的振动分析仪,对着轴承一通照。可振动是个狡猾的东西。我以前带新人,第一课就教他们:先看转速,再看负载。 空转正常,带负荷就抖,八成是齿轮啮合问题或轴弯了。你只测空载,测到天荒地老也白搭。
还有,采样频率。见过一个同行,用128线谱去分析高速压缩机,那能抓到个鬼?叶片通过频率都在5000Hz往上,你得设到16384线以上。所以千万别把振动分析当成按快门,参数设错,诊断结论就是废纸。更气人的是,有些厂家拿个简易频谱图就说“轴承故障频率吻合”,结果拆开一看,轴承好好的,是旁边一颗地脚螺栓松了,引起的假象。
问:那怎么判断是轴承问题还是螺栓松动?
答:看相位和波形。螺栓松动,会出现0.5倍频、1倍频的“松动图样”,而且振动会随负荷变化不明显,但随转速变化敏感。轴承故障呢,有特定的特征频率,比如外圈故障频率,会在高频区出现峰值,还伴随尖峰能量。另外敲击测试有时也管用,拿个铜棒轻敲轴承座,松动的地方声音发哑,好的清脆。当然,现在好点的分析仪,自带专家系统,能自动识别这些图样,但别全信,它可能把不对中的图样也当松动,因为两者太像了。
振动分析没搞对,等于瞎子摸象
一说到故障诊断,好多人就买几万块的振动分析仪,对着轴承一通照。可振动是个狡猾的东西。我以前带新人,第一课就教他们:先看转速,再看负载。 空转正常,带负荷就抖,八成是齿轮啮合问题或轴弯了。你只测空载,测到天荒地老也白搭。
还有,采样频率。见过一个同行,用128线谱去分析高速压缩机,那能抓到个鬼?叶片通过频率都在5000Hz往上,你得设到16384线以上。所以千万别把振动分析当成按快门,参数设错,诊断结论就是废纸。更气人的是,有些厂家拿个简易频谱图就说“轴承故障频率吻合”,结果拆开一看,轴承好好的,是旁边一颗地脚螺栓松了,引起的假象。
问:那怎么判断是轴承问题还是螺栓松动?
答:看相位和波形。螺栓松动,会出现0.5倍频、1倍频的“松动图样”,而且振动会随负荷变化不明显,但随转速变化敏感。轴承故障呢,有特定的特征频率,比如外圈故障频率,会在高频区出现峰值,还伴随尖峰能量。另外敲击测试有时也管用,拿个铜棒轻敲轴承座,松动的地方声音发哑,好的清脆。当然,现在好点的分析仪,自带专家系统,能自动识别这些图样,但别全信,它可能把不对中的图样也当松动,因为两者太像了。
AI诊断:狼来了还是救星?
这两年工业AI火得不行,故障诊断圈也开始搞深度学习了。说实话,刚接触时我挺兴奋,觉得能睡安稳觉了。但试用过几家平台后,我冷静了。 一个做注塑机的朋友,引入AI视觉检测模具顶针,宣称漏检率低于0.1%。结果呢?上线三个月没发现,但模具保护油的反光被当成顶针断裂,天天报警。查一次停线20分钟,工人干脆把报警喇叭拔了。结果真断了,一锅端。所以AI落地最大的坑,不是算法不行,是现场工况太复杂,训练样本不够“脏”。你在实验室用干净数据跑出99%准确率,一进车间烟雾缭绕,灯光闪烁,直接瞎掉。 不过我也得说句公道话,AI在低频数据、多参数融合方面确实有一套。比如同时监测电流、温度、振动,然后算出个“健康指数”,提前三天预警,这个人力做不到。尤其现在有些边缘计算盒子,直接在设备旁处理,省去上传云端延迟。有家风电企业,用这个把叶片裂纹事故减少了70%。真香。 人工智能工业设备故障预测仪表盘
问:中小工厂没钱搞AI,最基本的预防办法是什么?
答:做好“三定”和“两巡”。定点、定法、定期,用简易测振笔、测温枪,每个班次把关键点位的数据记下来。然后画趋势图。别小看手画曲线,温度连续三天微微上升,哪怕没超标,也得警惕。再加两次巡检,触摸和鼻嗅。我很多次提前发现电机过热、皮带焦糊,都是靠鼻子。这些零成本,但靠的是纪律和责任心。数字化工具可以锦上添花,但基础管理垮了,什么系统都救不回来。
说到底,故障诊断就是个与不确定性搏斗的活儿。工具在变,逻辑不变:收集可靠的信号,排除干扰,然后基于物理知识和历史数据做出判断。没有一个方法万能,也没有一个传感器永远精准。我们能做的,就是别让设备在自己手里“死不瞑目”。
最后啰嗦一句:那些卖系统的总说“无人值守”,听听见识一下就好。再先进的诊断,也离不开一个懂工艺、懂设备、还有点死磕精神的人。
人工智能工业设备故障预测仪表盘
问:中小工厂没钱搞AI,最基本的预防办法是什么?
答:做好“三定”和“两巡”。定点、定法、定期,用简易测振笔、测温枪,每个班次把关键点位的数据记下来。然后画趋势图。别小看手画曲线,温度连续三天微微上升,哪怕没超标,也得警惕。再加两次巡检,触摸和鼻嗅。我很多次提前发现电机过热、皮带焦糊,都是靠鼻子。这些零成本,但靠的是纪律和责任心。数字化工具可以锦上添花,但基础管理垮了,什么系统都救不回来。
说到底,故障诊断就是个与不确定性搏斗的活儿。工具在变,逻辑不变:收集可靠的信号,排除干扰,然后基于物理知识和历史数据做出判断。没有一个方法万能,也没有一个传感器永远精准。我们能做的,就是别让设备在自己手里“死不瞑目”。
最后啰嗦一句:那些卖系统的总说“无人值守”,听听见识一下就好。再先进的诊断,也离不开一个懂工艺、懂设备、还有点死磕精神的人。