质量控制:当SPC在数字工厂里活了过来
我见过最离谱的事——一家年产值20亿的汽配厂,还在用Excel画控制图。都2025年了。他们质量部长一脸无辜地说,SPC不就是量尺寸、画点子嘛。我差点一口茶喷屏幕上。
这哪是SPC?连SPC的毛都没摸着。真正的统计过程控制,一旦跟实时数据流接上,它就不再是墙上那张泛黄的报表,变成了车间里活的神经系统。真的,不夸张——虽然我知道不能夸张,但你看下去就明白了。
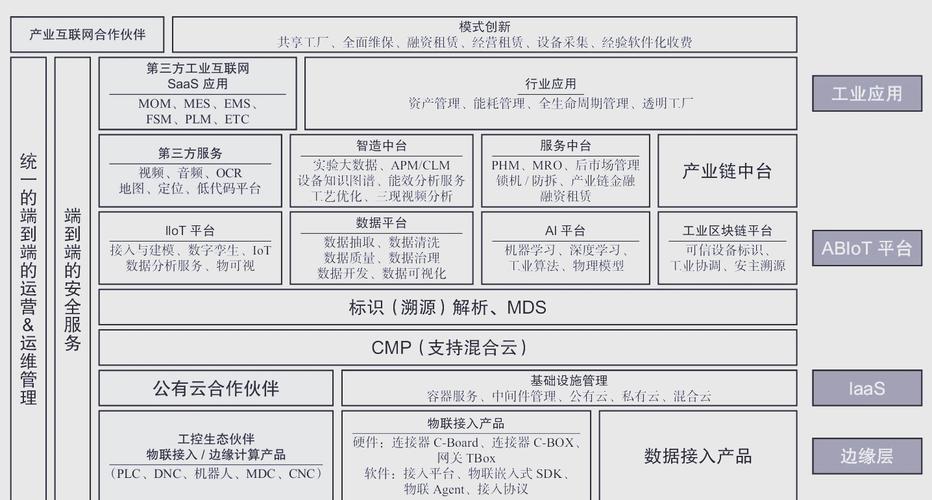
 数字化工厂实时SPC监控大屏
数字化工厂实时SPC监控大屏
当控制图遇上实时数据流
 当控制图遇上实时数据流
当控制图遇上实时数据流
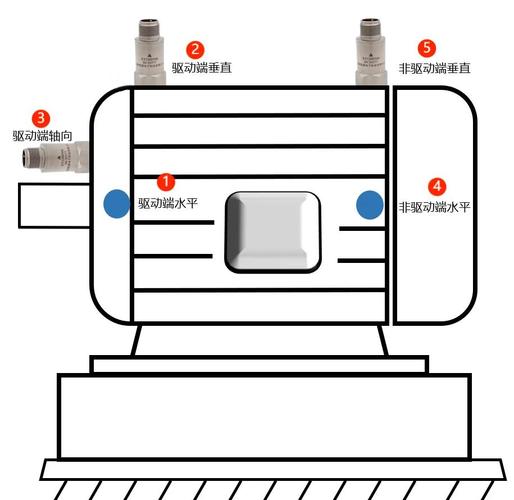
去年,我在宁波一家精密轴承厂待了三天。他们新上的系统让我这个老质量人有点激动。每台磨床主轴振动、切削液温度、圆度仪的检测值,全部在50毫秒内传到中央分析引擎。SPC的八条判异准则不再靠人眼去对——系统自动触发预警,直接推送到班组长的手环上。还有更绝的,他们给每条控制图编了ID,发现某个点出界,系统自己调出过去45秒的所有相关变量,用边缘计算直接在车间服务器跑一遍关联分析,根本不等MES的日报。
这彻底解决了一个痼疾:传统SPC的滞后性。以前发现异常,活儿都干完两筐了,对吧?现在,异常还没落地,动作已经到位。🚀
但话说回来,技术再炫,一线不买账也是白搭。这是人类学问题,不是统计学问题。
一线操作工为啥总不信SPC?
 一线操作工为啥总不信SPC?
一线操作工为啥总不信SPC?
其实我特别理解。干了十几年车床的老师傅,手感比千分表还准。你跟他说“西格玛水平”,他嘴上不说,心里觉得你装。有一回在潍坊,一个老班长跟我说:“你们那个红点子一亮就让我调刀补,可我这刀明明刚换的,调了才真废了。” 我一看,是毛坯余量突然变大了——控制图没分清楚是刀具磨损还是材料波动。这就是典型的模型误报警,一次、两次,操作工就不信了,你系统再漂亮,他绕着你走。
💡 要命的是,人的不信任会累积。最后质量人员成了救火队,拿着卡尺满车间追不良品,一边追一边骂SPC没用。唉,死循环。
问:我们工厂数据量很大,采集了上百个变量,但SPC总是滞后,而且误报率很高,操作工抵触,怎么破?
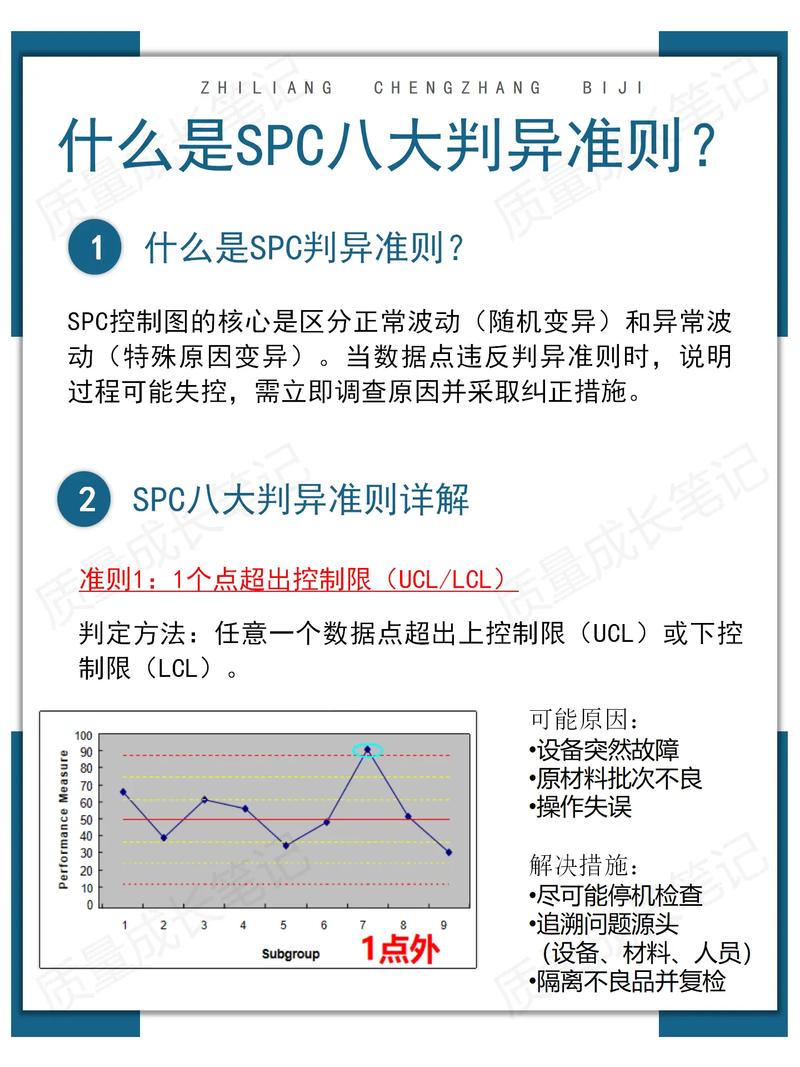
答:先砍变量。上百个?这里头真正漂移影响特性的,不超过10个。用半年历史数据做方差膨胀因子和主成分分析,筛出Top 5关键过程变量,先只监控它们。第二,别用典则的休哈特3σ控制限,那种传统限对现代高速采集的数据早就水土不服了——你们采样间隔可能1秒,而经典方法假设独立正态,早就不独立了。必须上EWMA或CUSUM控制图,而且控制限用自相关修正。第三,报警分级。趋势异常和单点突变分开处理,趋势异常推黄色预警给工程师,突变直接红牌停线。这样操作工不会信息过载,信任感会慢慢回来。我们天津一个客户这样改完,误报率从60%降到了7%。
这事儿其实还有更深一层:你让SPC只当警察,它自然招人烦。但你让它做教练呢?
从应急救火到预测预防
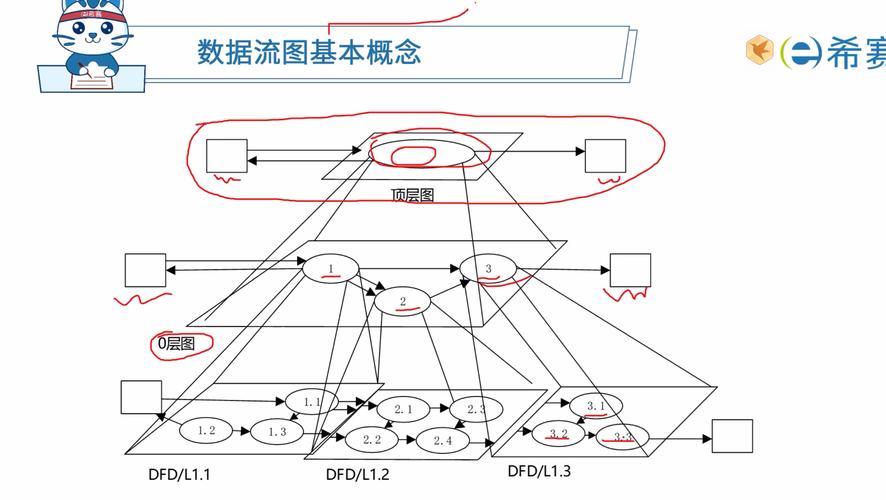
 基于机器学习的制造缺陷预测模型示意图
基于机器学习的制造缺陷预测模型示意图
现在的玩法已经变了。我最近在苏州看一家外企,他们把过去五年所有投诉和线上不良的数据喂给一个轻量级XGBoost模型,再结合模具寿命、环境温湿度、供应商批号——然后他们的SPC就不是事后划线了,是事前告诉你:这套模具下次刃磨前还有2000件安全量,但第1800件开始粗糙度会有极缓慢上升,建议你在1850件换下来。这哪还是质量控制?分明是工艺保健师。👏
说实话,刚开始我也觉得玄乎。直到他们拿两组缸体对比给我看:未预测的那组,刀具崩了才发现,报废11件,返工27件;预测组提前10件换了刀,一件没废。我服了。
问:我们是多品种小批量,一个型号可能就做50件,SPC根本没时间建立基线,怎么办?
答:这正是传统SPC的软肋。我有两个思路:一是“族谱化”,把工艺相似的产品编成虚拟组,比如所有法兰盘类的车削,不管具体尺寸,只监控切削参数和刀具路径的稳定性,用标准化的T2控制图;二是采用短运行SPC(Short Run SPC),预先用历史数据建立通用均值和极差,然后对每批新品做适度调整,典型方法是Z-MR图。德国有一家模具厂就这么做的,他们把数千种镶件按材料硬度和加工特征分成60个控制族,正常运行了两年多。关键是,系统得自动识别当前加工的是哪个族,全靠人工切换的话,早乱了。其实质量控制走到今天,技术早就不是瓶颈了。瓶颈是我们旧有的思维:总想用一套规则管死所有波动。但波动是世界的真相啊,好的质量控制不是消灭波动,而是理解它、引导它、甚至利用它。就像冲浪,浪不会停,但你能驾驭它。🏄
别再把SPC供在资料柜里了。它应该活在每一秒的生产脉动里。如果你工厂的SPC还在睡觉,拍醒它,哪怕先从一块数字看板开始。真的,质量人不能再等了——市场早就换跑道了。