别被“差不多”害死——工业测量里的毫厘之争
上个月,车间里一批轴件全废了。质检单上写着“超差0.02mm”——就两根头发丝的厚度。老师傅叼着烟,眯眼看了看卡尺:“我干三十年,手一摸就知道差不多。”差不多?客户那边装机卡死,赔了三十万。说实话,这事儿现在提起来我还肉疼。
测量这东西,许多厂子不当回事。游标卡尺、千分尺,一用十几年不校准,台面上全是切削液。觉得能读数就行。可你知道那玩意儿内部锈成啥样了?丝杆磨损、测头偏斜——你读出来的那个数,早不知歪到哪去了。
传统测量之痛:不是机器不行,是人太“聪明”
老量具本身没问题。问题在于人。一件活,张三紧着卡、李四松着量,同一个尺寸能差出几丝。测量力、温度、阿贝误差……这些概念你问一线操作工,十个有八个摇头。更别说量具磨损后从不标定。我见过最离谱的,卡尺量爪间隙能塞进一张银行卡,师傅照样用——还跟我说“心中有数”。💢
传统检具还有一个致命伤:只能测静态尺寸。圆度、圆柱度、轮廓度怎么办?要么做功能量规,要么抽检送计量室,三坐标排队排到后半夜。等结果出来,机台早干完两班了。报废只能认栽。
 磨损的游标卡尺测量工件特写
磨损的游标卡尺测量工件特写
在线测量是万能药?别天真
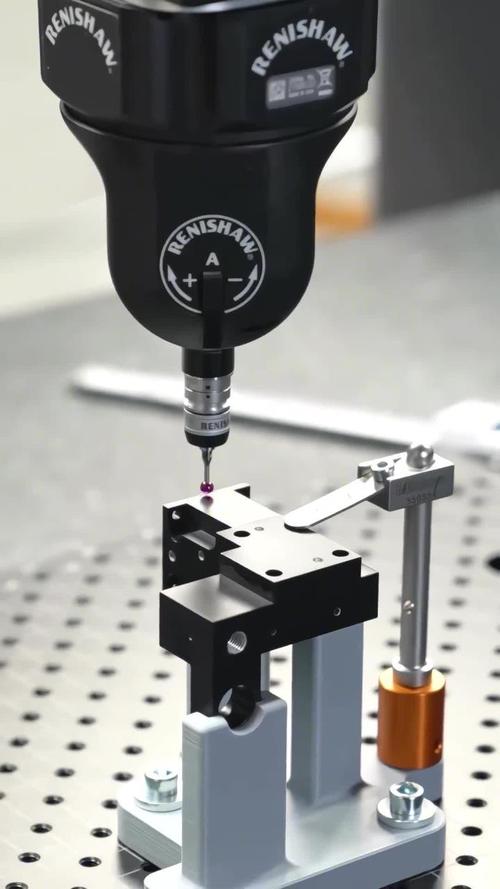
这几年自动化上得猛,在线测量成了香饽饽。磨床后面挂个马波斯量仪,加工完测一下,反馈修正补偿——听着美。可调试时才发现坑有多深。测头吹气压力差一点,残留磨屑直接把测头顶偏,反馈给CNC的补偿值全是错的。越补越偏,好好的零件磨成椭圆形。❗❗
后来我们强制加了两道过滤:压缩空气前头加冷冻干燥,测头每次退回后高压冲洗。这还不算完——测头本身得定期用标准件核验,哪怕你用的是激光。因为厂房地面震动、温差变化,都可能让测量基准飘移。在线测量不是一劳永逸,是需要伺候的精密仪器。
有些供应商吹得天花乱坠,说什么“闭环制造”“黑灯工厂”,可你问他数据重复性多少?GR&R做过没?立马顾左右而言他。💡记住:任何不提测量系统分析的自动化,都是耍流氓。
拆解一个棘手案例
去年接手一个航空件项目,薄壁壳体,壁厚公差±0.01mm。用三坐标测,同一位置正反面各打一点,厚度差能到0.015mm——明显不对。后来发现是测球补偿方向反了。编程的小伙子把内圆测头当外圆用了,软件里矢量方向点反。就这一个低级错误,报废价值六位数的铝坯。
更头大的是变形。零件从夹具上一松,立马呼吸——自由态比夹紧态壁厚变化3丝。到底以哪个状态为准?装夹力、切削应力、温度场,全搅在一起。最后只能上非接触式白光共焦传感器,在自由态扫描点云,再跟理论模型比对。测量时间从俩小时暴涨到一天半,但没办法——这零件的命,就悬在这几微米上。
 三坐标测量机扫描航空薄壁件
三坐标测量机扫描航空薄壁件
问:厂里三坐标天天在用,为什么报给客户的数据还是被质疑?
 问:厂里三坐标天天在用,为什么报给客户的数据还是被质疑?
问:厂里三坐标天天在用,为什么报给客户的数据还是被质疑?
答:90%是基准统一没做好。你建坐标系的基准和客户装配基准不是一个面,测出来的位置度自然对不上。还有环境温度——冬天你车间10℃,客户恒温间20℃,铝合金每米热胀0.24mm,0.2mm的公差就这么被吞了。✅先统一基准,再补偿温度,最好把你的测量程序和客户的比对一次。
问:小批量多品种,有必要上昂贵的三坐标吗?
 问:小批量多品种,有必要上昂贵的三坐标吗?
问:小批量多品种,有必要上昂贵的三坐标吗?
答:看情况。如果只是轴类,气动量仪配标准环规,又快又准。箱体类可以考虑便携式关节臂,灵活便宜。但异形曲面、高精度位置度,三坐标仍是黄金标准。实在预算紧,租用共享设备也行。关键不是买不买得起,是该测的东西有没有测对。我见过小作坊用透光法比缝隙,照样稳定做IT7级。
未来:测量已死?不,它融入了每一道工序
 未来:测量已死?不,它融入了每一道工序
未来:测量已死?不,它融入了每一道工序
现在流行叫“质量前移”。以前是“制造→检验→返工”,现在是加工中自感知、自修正。主轴头上集成接触式测头+激光位移传感器,粗加工后直接在线检测余量,自动优化精加刀路——这可不是概念,多轴复合机早就落地了。甚至有些机床丝杠本身带应变片,实时补偿热伸长。测量不再是一道独立工序,它成了一呼一吸般的存在。
但再先进的传感器,也逃不过定期校准。去年我们去德国研修,看到一家隐形冠军企业,所有在机测头每天上班前必须跑一遍标准球程序,数据自动上传SPC系统,超限立刻报警停线。我问班组长:“不嫌麻烦?”他一脸诧异:“麻烦?如果因为测量失准造成批量损失,那才叫真正的麻烦。”说实话,那一刻我脸红了。
测量从来不是高科技的堆砌,而是一种深入骨髓的纪律。机床会晃、零件会热、人更会偷懒——只有对“真值”的偏执追求,才撑得起图纸上那一串±号。别再说“差不多”,这两个字,在工业里是真能杀人的。