热处理:一位老工业人的淬火札记——从翻车现场到智能控温
先讲个糗事。去年,车间新来一批Cr12MoV模具,师傅拍胸脯说“1050℃油淬,保硬保韧”。结果……全裂了。裂得那叫一个彻底,跟饼干似的。💔 我盯着那堆废铁,心里那个酸爽。谁说的热处理就是烧红了往油里一丢?那是烤红薯,不是热处理!
说实话,热处理这玩意儿,玩的是材料内部的相变艺术。温度、时间、冷却速度,差之毫厘,谬以千里。你以为是玄学?不,是科学,但科学里藏着无数经验的坑。
温度曲线的“心跳”与“呼吸”
那天我调出温度记录,发现升温速度过快了。模具表面和芯部温差太大,热应力直接拉爆。后来跟搞仿真的小张聊,他说这叫“瞬态热力耦合”。我噗嗤一笑,说人话就是“外面急着下班,里面还在摸鱼”,对吧?
其实热处理最迷人的地方,就在于——你永远不知道下一炉会不会给你惊喜。或者惊吓。😅 比如有一次,我们尝试用高压气淬替代油淬,变形小了,但硬度上不去。折腾了整整三天,才发现是氮气纯度不够。0.2%的氧含量,就让表面脱碳了。细节,全是细节。
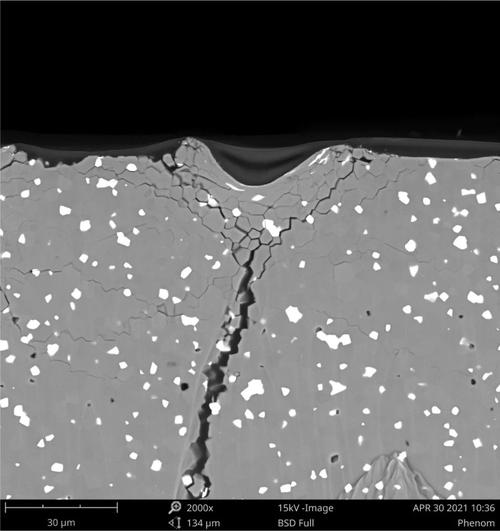
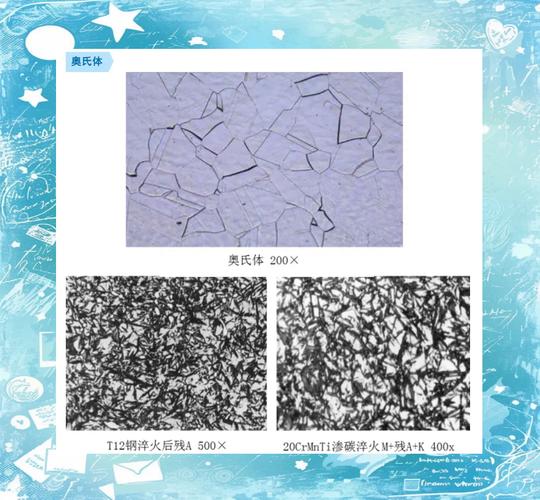 模具钢淬火裂纹微观金相图
模具钢淬火裂纹微观金相图
现在流行数字化热处理。每一条温度曲线,每一个气氛值,都联网。AI算法实时调整碳势,预测组织转变。我一开始不信那玩意儿,觉得不如老师傅的手感。直到有一次,AI预警说某炉的装炉量超了,导致热滞后,建议延长保温时间15分钟。我们照做了,出来后性能一致性好得出奇。服了。👍
智能控温与老司机的直觉
不过话说回来,机器再聪明,也替代不了人的直觉。有一次真空炉的扩散泵突然抽速下降,屏幕没报警,但炉壁微微发烫。我一摸,“不对,有水垢堵了冷却水路”。赶紧处理,避免了一炉钛合金的报废。那一刻我觉得,我是炉子的主治大夫。💡
热处理行业正在被物联网重构。比如渗碳过程自适应控制,以前靠定碳片,现在在线氧探头+闭环调节。碳势波动控制在±0.03%以内。再比如感应淬火,用红外温控配合高频电源,硬化层深度均匀得像刀切。这些技术,十年前还在论文里,如今成了标配。
 工业感应淬火生产现场红外测温
工业感应淬火生产现场红外测温
但成本呢?小厂子用不起。我认识一个朋友,专接高难度单件热处理,用的是旧设备,全靠手艺。他给轧辊做差温淬火,喷水圈自己做,角度调了又调。他说,“每根辊子都是孤品,热处理就是给它注入灵魂”。听着玄乎,但人家就是能把硬度、残余应力控制到完美。
实战问答:热处理里的“要命”细节
 实战问答:热处理里的“要命”细节
实战问答:热处理里的“要命”细节
问:高速钢刀具淬火,为什么有时会崩刃?
答:原因很多,但最常见的是回火不充分。高速钢淬火后残留大量奥氏体,必须经过多次高温回火(550℃左右)才能转化成回火马氏体。如果只回一次,或者时间不够,残余奥氏体在服役时转变,伴随体积膨胀,刃口就崩。另一种可能是过热,晶粒粗大。这时候看断面,如果有萘状断口,就是过热没跑了。🔬
问:听说深冷处理能提升模具寿命,真的吗?
答:真的!但前提是工艺要搭对。深冷通常在淬火后立即进行,-120℃以下保温2-3小时。它能把残留奥氏体继续转变为马氏体,并析出细小碳化物。比如压铸模,深冷后耐热疲劳寿命能提高30%。💪 但要注意,不是所有材料都适合。错用深冷,可能造成微观裂纹。一定要先做工艺试验。
问:我们厂渗碳齿轮总出现内氧化,怎么解决?
答:内氧化是气氛含有H2O和CO2,与合金元素反应。解决方向:提高渗碳温度(但会粗化晶粒,需配合细化处理),或者用真空渗碳。真空渗碳没氧,彻底杜绝内氧化。现在很多高端齿轮都走真空低压渗碳路线,表面光亮,渗层均匀,就是设备贵了点。不过长远看,省去了后续抛光成本,值。
热处理人的仪式感
我们这一行,有点江湖气。老师傅教徒弟,第一课不是操作,是安全——油淬着火怎么办?盐浴爆溅怎么办?我手指上的疤,就是当年淬油忘预热,水气爆溅烫的。现在都用封闭式多用炉了,但敬畏心不能丢。
最后说个趋势:绿色热处理。淘汰盐浴、尽量减少油淬,用高压气淬、水基介质替代。废热回收,比如把回火炉的余热给清洗槽加热。欧洲那边已经开始算碳足迹了,咱们得跟上。✅
热处理,说到底,是一场温度与时间的协奏曲。既有科学的严谨,又有手艺的温情。别小看它,它藏的,是材料的灵魂。