金属材料的新战场:先进高强度钢的轻量化博弈
去年冬天,我在底特律的一家冲压厂里,看到一块1300MPa的B柱加强板在模具里扭曲成S形。厂长气得摔了安全帽——这批料,废了。说实话,我一点也不意外。
因为搞金属材料的都知道,强度每提升200MPa,成型难度就上一个数量级。可汽车厂不管这些。他们要轻,要安全,还要便宜。铝压铸?碳纤维?先掂量掂量成本吧。于是,先进高强度钢(AHSS)就成了那个被寄予厚望、却又经常掉链子的角色。
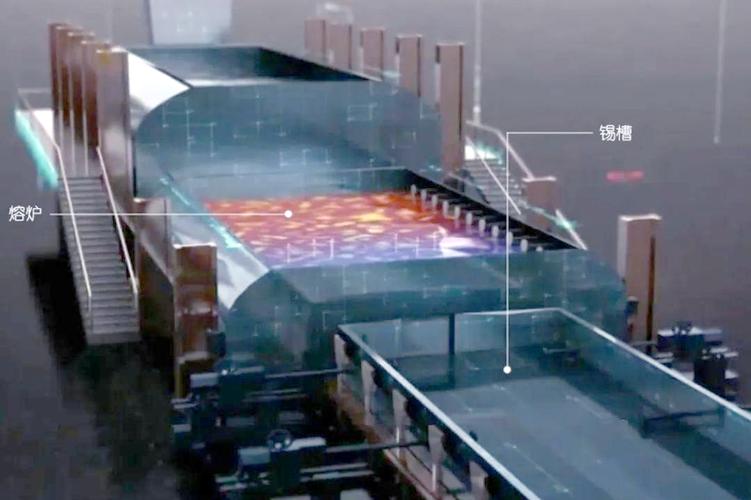
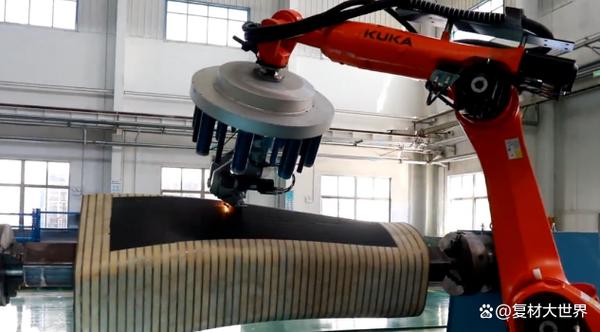
 先进高强度钢汽车B柱热冲压成型车间
先进高强度钢汽车B柱热冲压成型车间
但你说它不行?看看沃尔沃XC90,白车身里各种AHSS眼花缭乱,碰撞成绩依然硬邦邦。关键是怎么用。
为什么是钢?——铝的挑战与钢的反击
大概从2010年开始,奥迪A8、捷豹XJ这些全铝车身出来的时候,很多人觉得钢材气数已尽。可十几年过去,铝没有一统天下,钢反而迭代了三代。为啥?成本、维修、还有供应链的惯性。一个铝车身覆盖件,模具费贵三成,维修起来铝焊接更是让钣金工头疼。主机厂账算得很精:用铝减重1公斤,成本增加50块;用AHSS,可能只增加10块。降本增效的大刀下,谁赢?
不过话说回来,AHSS自身不努力,哪来今天?早期双相钢(DP)确实解决了强度与塑性的平衡问题——铁素体给你塑性,马氏体给你强度。但DP钢到1200MPa就有点吃力了,延迟开裂风险陡增。材料工程师开始掉头发。
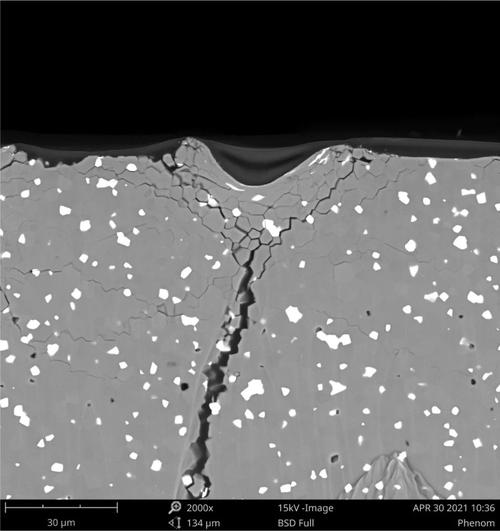
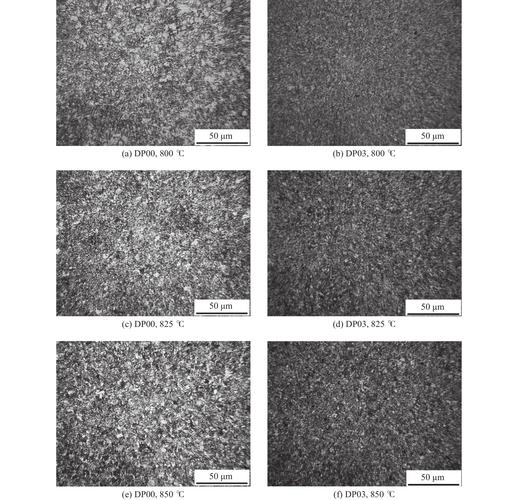 双相钢微观组织结构对比图
双相钢微观组织结构对比图
这时候,相变诱发塑性钢(TRIP)和之后的淬火-配分钢(QP)来了。QP钢这玩意儿挺神的,通过控制碳配分,让残余奥氏体稳定到室温,变形时再转变成马氏体,吸收能量。说人话就是:越撞越硬。通用汽车在2015年首次用在量产车门槛梁上,我当时在泛亚中心看到数据,直接拍桌子——这特么怎么想出来的!
从DP钢到QP钢:金相学里的千年虫问题
但是!金相学上完美的材料,到了产线就变脸。前年帮一个自主品牌调试QP980的B柱加强板,连续冲了三十件,回弹量波动超过1.2mm。德国模具商工程师摇着头说,这种高碳当量的板材就像倔驴,温度敏感得不得了,模具间隙差0.02mm,它就给你颜色看。
问:既然QP钢这么难搞,为什么还要用?直接用热成型钢不就行了?
答:热成型钢(比如22MnB5)确实省心,加热到900°C左右,奥氏体化,然后冲压并模内淬火,得到全马氏体,强度1500MPa甚至2000MPa,回弹几乎为零。可代价呢?一是能耗高,二是生产效率低,三是热成型设备贵得离谱。一条热成型产线投资上亿,中小企业谁玩得起?而QP钢能用冷成型做,节拍快,只是工艺窗口窄。一句话:有钱有量的主机布用热成型,追求柔性生产的用QP。
说到热成型,还有个误区:很多人以为热成型零件强度越高越好。其实不然。比如A柱、B柱要保证乘员舱完整,用1500MPa;但有些吸能区,需要控制断裂伸长率,会使用软区技术,通过分区加热或差厚板实现不同区域不同性能。盲目的‘更强’反而可能导致身体加速度过大,乘员损伤。这就是金属材料的魅力——处处是权衡。
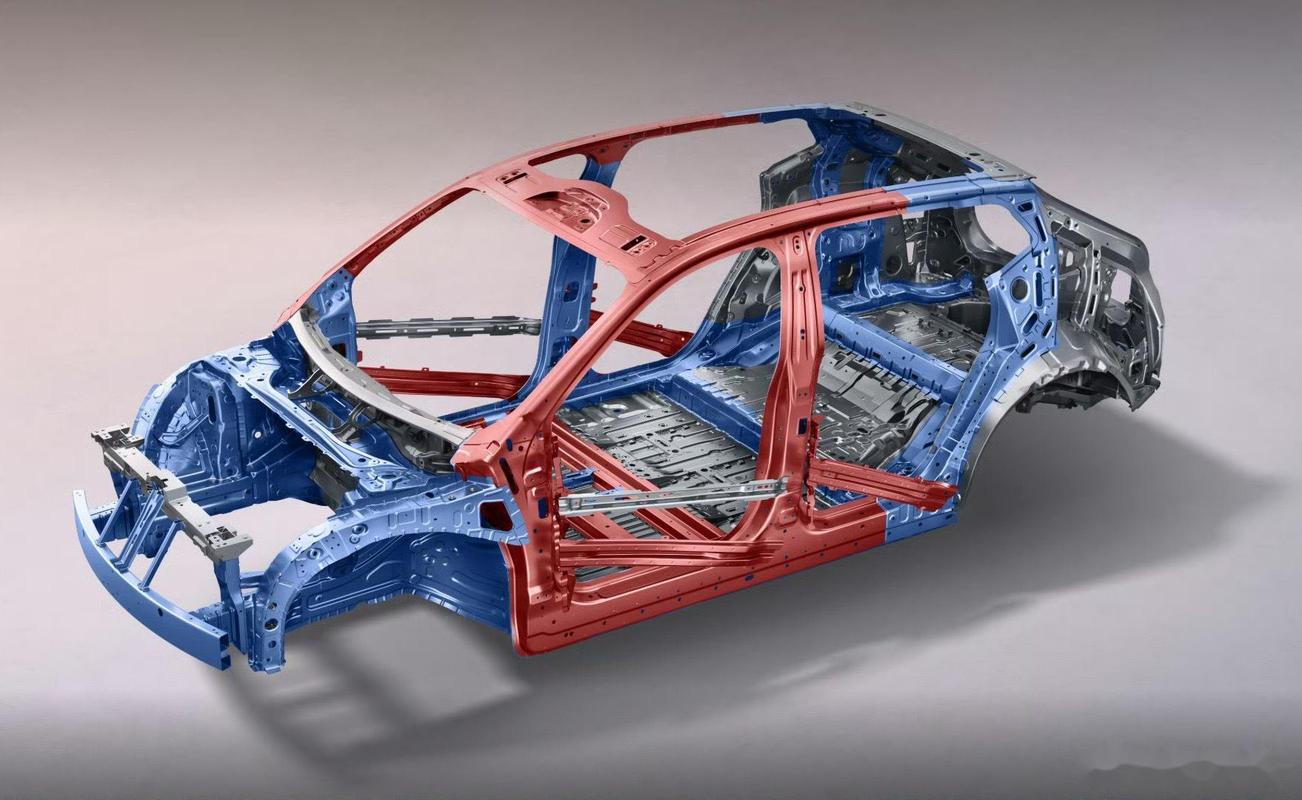 汽车热成型钢软区技术示意
汽车热成型钢软区技术示意
冲压车间里的‘毫米战争’:回弹与开裂的解决之道
既然用AHSS,回弹是绕不过的坎。上个月去一家华东冲压厂,看到他们在用Dynaform做回弹补偿仿真,画面漂亮,可实际冲出来还是差口气。车间主任老周叼着烟跟我说,理论补正方案到第五次迭代才收敛,前面三套模具报废。那眼神,混着心疼和麻木。
开裂就更要命。高强度钢的边部质量特别敏感,激光切割产生的热影响区如果不去除,冲压时微裂纹瞬间扩展。有次做某车型前纵梁,用DP1180,落料边缘没倒角,直接整批边缘开裂。血泪教训啊!现在聪明的做法是采用精冲或带有圆弧的冲裁工艺,还有就是用三点弯曲试验预先评价边部延展性——这招是从德国人那里学的,确实管用。
问:对于担心氢脆的企业,是否有成熟的解决方案?
答:氢脆确实是高强度钢的阿喀琉斯之踵。一般来说,当抗拉强度超过1200MPa,对氢致延迟断裂就会敏感。目前行业里主要通过三个方面控制:一是材料端,通过微合金化,如添加Nb、V、Ti等形成氢陷阱,或者控制夹杂物形态;二是工艺端,酸洗后充分烘烤除氢,电镀后去氢处理;三是设计端,避免应力集中,避免在潮湿环境下使用没有保护的高强度钢。最稳的还是用铝硅镀层热成型钢,镀层在加热时形成致密氧化膜,既防腐蚀又阻氢,不过成本高些。
再聊聊新兴趋势。近两年,大家开始追逐所谓的‘第三代AHSS’,就是那种强度不低于1200MPa、延伸率超过30%的妖孽材料。比如中锰钢,含锰量在3%-12%之间,通过逆转变奥氏体获得巨大塑性。宝钢在2022年展示了他们的BC-QP980,延伸率达到25%,而且焊接性能优于传统QP钢。我试过,的确好焊,热影响区软化小。这对主机厂来说,意味着点焊工艺不用大改——又是一大省钱项。
另外,国内在热成型技术上也没闲着。以前全用安赛乐米塔尔的铝硅镀层板,每吨贵几千。现在酒钢、唐钢也能供货了,虽然稳定性还有差距,但在追赶。最后说句扎心的话:我们搞材料的,总觉得自己的创新能颠覆什么,可到头来,汽车厂只关心两件事:每公斤成本和每公斤减重效果。所以,AHSS的终极武器,是把这两项做到极致。其他的,都是情怀。
但情怀也得有。没有情怀,1970年代哪来的QP钢概念?那时候连计算机仿真都没有,杨-莫尔和斯派克纯靠金相热力学推演出来。想到这里,我又把那本泛黄的《钢的相变》翻出来,擦了擦封面上的尘。
还有一个容易被忽视的点——回收。铝的回收能耗只有原生铝的5%,但铝合金成分复杂,降级使用严重;碳纤维几乎无法回收。而钢,天生就具备闭环回收能力,废钢熔化再炼,加点合金,又能成为AHSS。生命周期评估里,这是重头戏。欧盟新法规要求2030年汽车材料可回收率95%以上,这等于给AHSS又上了一道保险。