石油炼制催化剂:利润薄如纸,技术怎么破?
打开任何一家炼油厂的账本,你都会看到一个扎眼的事实——催化剂成本往往只占总运营费用的3%,却决定了70%的产品价值。 是不是很反直觉?
我上周和一位在恒力石化干了十几年的工程师喝酒,他随口说了句大实话:“现在搞炼化,拼的就是催化剂那点活性。” 这话一点不假。原油品质越来越差,环保法规越来越严,你还得把重质渣油变成高标号汽油……没有高性能催化剂?门儿都没有。
催化裂化:FCC装置里的“心脏”到底有多脆弱?
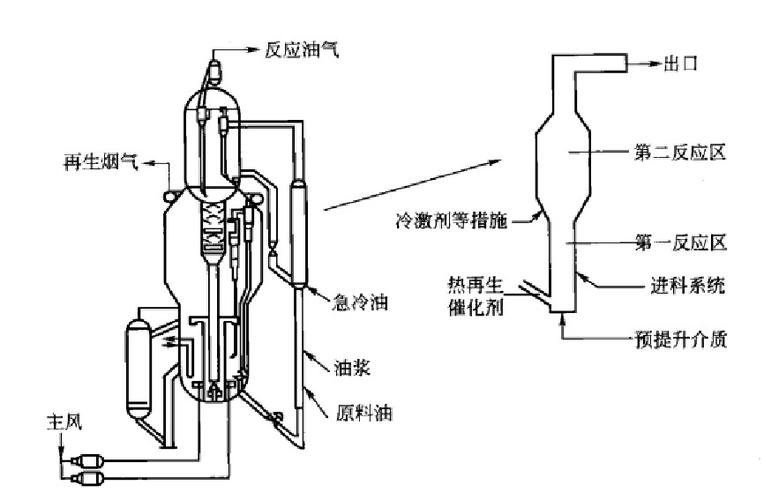 炼油厂催化裂化装置反应器内部结构
炼油厂催化裂化装置反应器内部结构
很多人以为催化裂化(FCC)就是简单的“热裂解+催化剂”。错了。错得离谱。FCC是炼厂里最赚钱的装置,也是最能“作死”的装置——催化剂在700℃高温、带压流化状态下运行,一边要裂化大分子烃,一边还得抑制焦炭生成。 焦炭一多,催化剂活性中心被堵死,整个反应器就得停工再生。停工一天,损失几百万。
最近有进展吗?有!但没那么神。大连化物所搞出了一种多级孔ZSM-5分子筛催化剂,说是能提高汽油收率2个点,同时降低焦炭产率。我在实验室见过数据,确实漂亮——但工业化放大后,磨损指数一直偏高,流化床里跑损严重。唉,又是中试卡脖子。
加氢裂化与渣油处理:高压下的“贵族游戏”
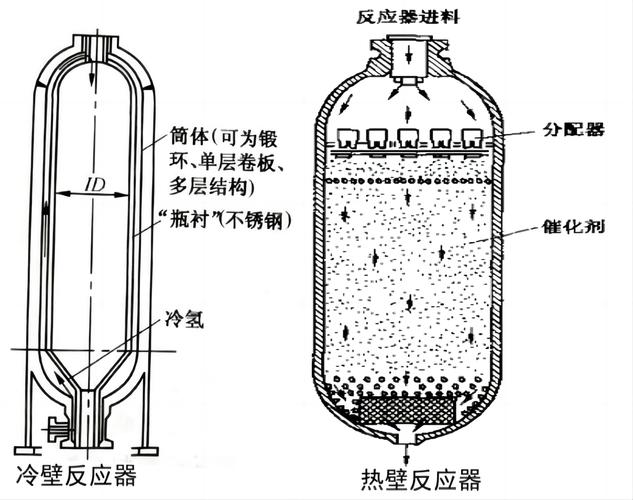 加氢裂化反应器内部催化剂床层分布
加氢裂化反应器内部催化剂床层分布
如果说FCC是炼厂的印钞机,那加氢裂化就是无底洞里塞钱。氢气成本多高,干这行的都懂。而且加氢催化剂对金属杂质、硫含量敏感得要命——一炉子好催化剂,可能因为原油中钒含量超标200ppm,一个礼拜就中毒报废。 我亲眼见过某山东地炼的加氢装置,催化剂床层压降突然飙升,紧急停工后扒开一看,顶部全是结块的金属硫化物。现场操作工脸都绿了。
不过话说回来,催化剂的进步还是看得见的。Shell 公司去年推出的最新一代Ni-Mo-P/Al₂O₃催化剂,听说抗金属能力提升了40%。我们这边也有中石化石油化工科学研究院(RIPP)的RN-411系列,渣油加氢脱硫活性比上一代高15%左右。这些都是实打实的工业数据。
问:催化剂成本这么高,炼厂为什么不自己开发?
答:这个问题问得尖锐。其实不是不想,是做不到。催化剂的研发涉及材料科学、流体力学、反应工程等多学科,一个配方往往要经过上千次小试、中试,耗时5-10年。就算大炼厂如浙江石化,也是买专利技术、买专用催化剂,顶多搞点“原位改良”。自研?风险太大,专利壁垒高筑。不过,现在有少数国内企业像瑞华技术、惠城环保在试着研发废催化剂再生、复活技术,能降低30%以上更换成本,也算一条路子。
问:碳中和目标下,炼化催化剂会被淘汰吗?
 问:碳中和目标下,炼化催化剂会被淘汰吗?
问:碳中和目标下,炼化催化剂会被淘汰吗?
答:至少在未来二十年,别想。全球石油需求还在增长——IEA预计2030年达峰值,之后缓慢下降。而且石油不单是燃料,还是化工原料。要生产乙烯、丙烯、芳烃,就得靠催化裂化和蒸汽裂解。催化剂只会升级,不会消失。比如现在热门的是原油直接制化学品技术,埃克森美孚、沙特阿美都在砸钱,这就需要超高效的加氢裂化催化剂,把原油一步转化为石脑油料。这个要是成了,催化剂的价值还得翻倍。
智能化与催化剂:边缘计算走进炼厂
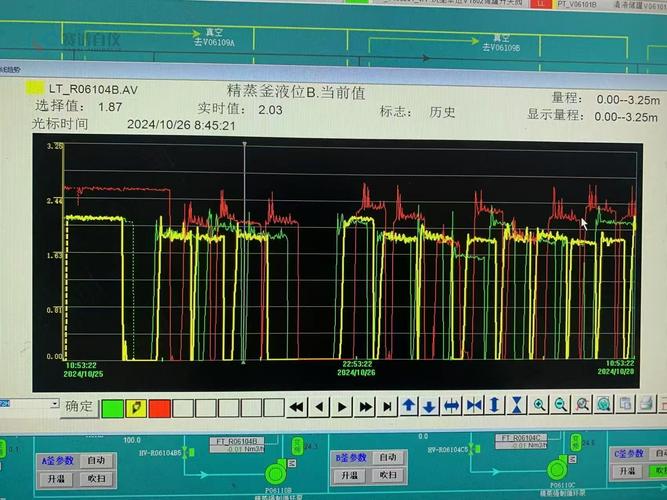 炼油厂DCS控制室操作员监控催化剂活性曲线
炼油厂DCS控制室操作员监控催化剂活性曲线
别以为催化剂还停留在“装填-使用-扔掉”的粗放模式。现在厉害的装置都上了APC(先进过程控制)+ 软测量技术,实时在线分析催化剂活性、选择性,甚至预测剩余寿命。我去年去大连恒力调研,他们的FCC装置已经做到根据原料油性质的波动,自动调整反应温度、剂油比,把催化剂磨损和结焦控制在最优区间。操作工说:“以前我们靠经验调,现在看模型信号。但模型偶尔抽风,还得人盯着。” 这就是工业现实——算法和人,谁也离不开谁。
还有回收利用,废催化剂里含有钒、镍、钼等稀贵金属,回收工艺已经相当成熟。我算一笔账:一吨FCC平衡催化剂(废剂)大约含800ppm钒、300ppm镍,如果能湿法浸出回收,收益远超处理费用。但很多小炼厂图省事,直接填埋,其实是在扔金子。❗
说到底,石油炼制催化剂是能效和利润的支点。在油品升级和能源转型的夹缝里,它越来越像个沉默的战士。也许五年后我们再聊这个话题,会是另一番景象——但至少现在,谁能把催化剂玩转,谁就能在炼厂利润薄如纸的时代活下去。