激光加工新势力:光纤激光厚板切割到底香不香?
上周去苏州一家电梯厂,正赶上他们换掉用了十年的等离子切割机。车间主任老周指着新到的大家伙咧嘴笑:“这玩意儿,昨天切了50张厚板,电费还不到原来一半!” 我心里一动——难道光纤激光真的开始屠杀厚板市场了?
说实话,这几年激光加工行业卷得厉害。从打标、薄板切割一路杀到厚板,万瓦级光纤激光器价格直接腰斩。但真正让我震惊的是断面质量:30mm碳钢切出来几乎垂直,热影响区窄到只有0.2mm,等离子根本没法比。不过话说回来,很多人还在纠结前期投入……对吧?
光纤激光器为何能碾压等离子?
核心就一个字:亮。光纤激光的光束质量(BPP)极好,耦合进头发丝细的光纤,再通过切割头聚焦成针尖大的光斑。功率密度高得离谱——10kW就能轻松切断25mm不锈钢。而等离子弧的能量分散,切缝宽的像张嘴,还附带大量挂渣。❗
更狠的是电光转换效率。光纤激光普遍超过35%,等离子呢?可怜巴巴的15%-20%。老周的账本就很直白:“以前等离子一天电费800块,现在激光300块出头,一年省下十几万。”
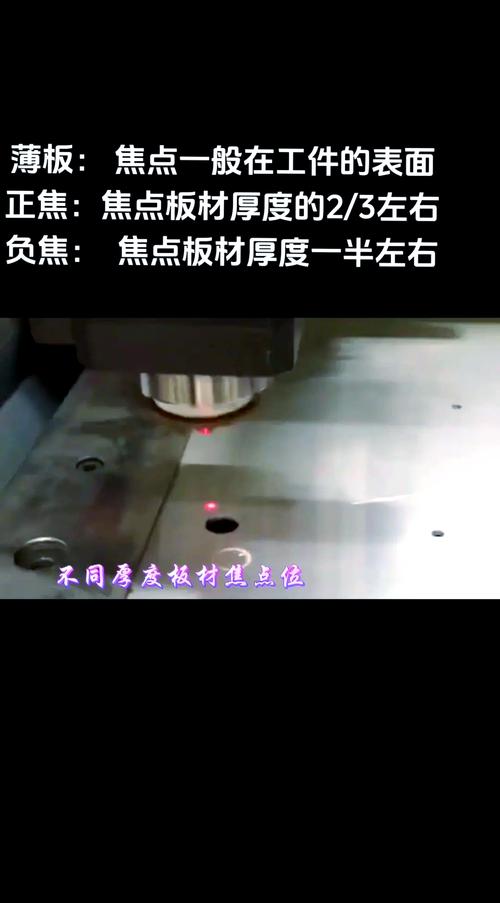
 万瓦光纤激光切割机切割30mm碳钢断面特写
万瓦光纤激光切割机切割30mm碳钢断面特写
但别急着上头。有个坑必须提醒:氧气切割碳钢时速度确实飞起,可如果用空气或氮气切铝板、铜板,速度反而可能被等离子反超。材料反射率是个大问题——铜对光纤激光的吸收率随波长变化起伏,搞不好就烧坏保护镜片。所以得配个好光束管理(BBS)系统,实时监测回反光。
厚板切割的实测算账
 厚板切割的实测算账
厚板切割的实测算账
问:都说激光切割省人工,具体省在哪?
答:嘿,免编程、傻瓜式操作是一方面。关键它几乎不用二次打磨——等离子切完得安排两个师傅敲渣磨毛刺,激光件直接上折弯机。我们算过,一台20kW激光切割机替代两台等离子加4个打磨工,半年回本不是梦。💡
问:厚板切割对材料有特殊要求吗?
答:有,而且很玄学。同样是Q235B,大厂的板子切得又光又直,小厂的热轧板有时会爆孔——因为内应力分布不均,激光一照就炸。建议采购时指定“激光切割专用板”,锰含量控制低一些。另外,切30mm以上务必用大占空比脉冲,否则尖角会烧塌。
还有个隐形省钱点:气体。光纤激光切厚板常用高压氮气或混合气,但最新工艺已经能用空气压缩加三级过滤直接切12mm以下碳钢,效果媲美氮气,成本却只有十分之一。我们做了对比测试:切1000米10mm碳钢,氮气费用420元,空气才27元。✅
未来趋势:智能化与自动化
激光加工的下半场一定是“黑灯工厂”。现在头部厂商已经在标配全自动上下料系统、坡口切割、智能穿孔检测。更夸张的是,有些系统能根据喷嘴高度变化自动补偿焦点——遇到板面不平直接调整,避免撞枪。上周看展,通快演示了一套热成型切割线,从拆垛、打标、切边到码垛一气呵成,现场看得我直咋舌。
 光纤激光自动化生产线上下料机器人
光纤激光自动化生产线上下料机器人
不过话说回来,国内中小钣金厂上自动化还得三思。不是设备不好,是订单太碎。今天切家电外壳,明天转农机配件,频繁换产的话,自动编程和夹具调试能把人逼疯。所以,务实点的做法是先上单机配半自动上料,把切割效率榨干再说。
最后聊点扎心的:很多人觉得光纤激光切割厚板是终极答案,其实不然。50mm以上超厚板,火焰切割依然有成本优势;而对铝、铜等有色金属,水刀、等离子在某些厚度段依然能打。激光加工不是万能,但它正以狂暴的速度侵蚀工业切割的版图——你不上车,对手就会用更低的成本抢走你的客户。😤
所以,别犹豫了,该换就换吧!——当然,前提是你得算清楚自家账本,别被销售的话术忽悠瘸了。