电镀车间里的那些事儿:从入门到崩溃再到顿悟
上礼拜去老张的厂子,一进门就看见他蹲在镀槽边上抽烟,眉头拧成个川字。槽子里镀锌件出来,五彩斑斓的——不是那种好看的彩锌,是发花,一片一片像得了牛皮癣。他抬头看我,蹦出来一句:“这电镀,真他娘的玄学。”
我乐了。干了二十年,还能说出这种话,说明他入戏了。电镀这东西,表面上看就是把零件往池子里泡泡,捞出来就亮晶晶了,对吧?真要是这么简单,我早去三亚晒太阳了,还在这儿闻酸雾。
很多人以为电镀就是通上电,挂个阳极,零件当阴极,镀液里泡一会儿完事。错。大错特错。你试试自己配一槽镀镍液,硫酸镍、氯化镍、硼酸,比例有一丁点偏差,出来的镀层要么发脆,要么起条纹。前处理差一点,除油不彻底,活化没到位,镀层就会像秋天的墙皮,一片一片掉给你看。
更别提添加剂了。光亮剂、整平剂、润湿剂……加多了发雾,加少了没光。我记得有一回,车间里新来的技术员手抖,多倒了半瓶糖精钠,整槽货出来全是麻点。老张当场血压飙到一百八。

说到底,电镀是电化学、材料学、工装设计的综合体。挂具的设计能直接影响镀层厚度均匀性,尖端放电效应总让棱角处烧焦,凹处又镀不上。有些复杂件还要加辅助阳极、屏蔽阴极。这些靠经验,靠试错,靠一次次半夜爬起来调参数。书本上的理论,到了一线,经常是参考参考就行。
不过话说回来,入行久了,摸到那么一点点规律的时候,看着一批产品出来,镜面一样,心里还是有点小得意的。就一下下。因为下一批说不定又给你脸色看。
三价铬还是六价铬,这是个问题
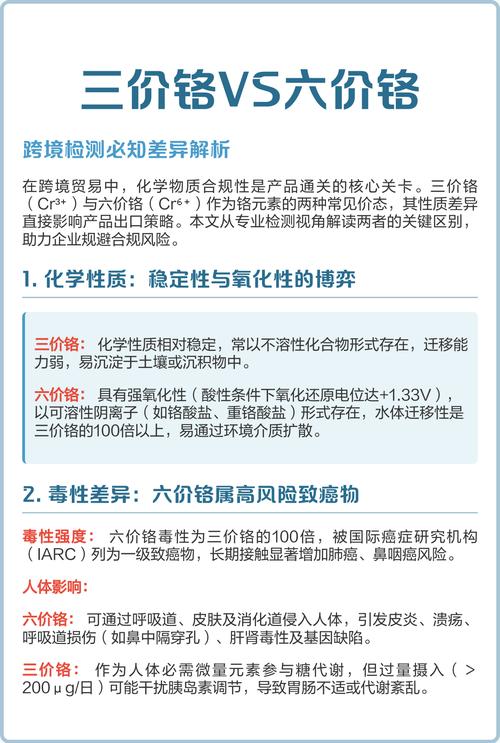
环保的大刀早就砍过来了。六价铬,致癌物,欧盟RoHS禁了,国内也越收越紧。问题是,多少年习惯了六价铬镀铬那种白亮带蓝的质感,硬度又高,耐磨。突然说要换成三价铬,整个行业都懵了一下。
说干就干,上项目,换药水,改工艺。头一槽出来,颜色发乌,像蒙了一层灰。客户当场拒收,说这哪是镀铬,这是镀锡吧。硬度也上不去,盐雾测试过不了。那段时间,我们一帮人在实验室通宵调配方,加铁、加稀土、调pH、脉冲电源各种试。终于弄出一个能看的,但成本……呵。
问:环保查得严,换成三价铬镀铬成本涨了多少?
答:直接成本涨了大概30%到50%,这还不算设备改造的投入。三价铬镀液对杂质更敏感,寿命短,阳极还得用特殊的钛基涂层,一块就几千。而且维护人员要重新培训,废品率初期高得吓人。综合下来,头一年每平方米镀层成本差不多翻了一倍。但没办法,不搞就停产。所以你现在看到有些电镀厂报价差距大,低价的,大概率还在偷偷用六价铬——那是玩命。
问:那三价铬的耐磨性现在能赶上六价铬了吗?
答:赶上?想多了。最好的商用三价铬工艺,硬度也就HV700-900,六价铬轻松上HV1000以上。不过通过一些纳米粒子复合,比如碳化硅、石墨烯掺杂,现在能达到接近的水平,但工艺稳定性还差火候。所以我们一般建议客户,如果只是装饰性,三价铬够了;功能性耐磨件,还是得找替代方案,或者用化学镍+热处理之类的路子。
有人提到无铬钝化,锌铝涂层,那又是另一码事了。总之,环保压力逼着行业进化,虽然过程痛苦,但长远看不是坏事——起码我们现在对镀液的管控比以前精细了不知道多少倍。
电镀厂最怕什么?不是起皮不是发花,是环保局来查水表。前年隔壁镇上一家镀镉的小厂,图省事把冲洗水直接排到雨水沟,被逮个正着,老板进去到现在没出来。听着吓人,但说实话,十年前很多小作坊都这么干,因为废水处理成本真的高。
氰化物要破氰,六价铬要还原成三价再沉淀,各种重金属得分开算,镍、铜、锌、铬,每种沉淀的最佳pH都不一样。后面还有泥水分离,压滤,污泥还得按危废处置。一套像样的处理站,运维得好,一吨水成本二三十块算便宜的。
问:现在电镀废水零排放到底能不能实现?
答:技术上能,经济上悬。我们上了套MVR蒸发器,把膜浓缩后的浓水蒸成盐,再干燥成固废,里面的回用水品质比自来水还好,循环使用。听起来很美是吧?可是这套设备开一天,电费加蒸汽损耗,平摊到每吨水处理成本超过八十块。这还不算蒸发器结垢清理的维护费用,那股味儿……算了不说了。所以零排放目前也就是做做样子,给检查的时候看看,平时还是尽量回用,但完全零排,一般厂背不起。倒是有些大集团,比如汽车零配件巨头,他们要求供应链必须零排,那成本就转嫁到零件单价上了。
最近在试一个离子交换+电解回收的方案,把漂洗水里的镍直接电积出来回槽,减少污泥量。初步效果还行,就是离子交换树脂再生频率太高,也是个麻烦。环保这个坑,深不见底,但你不往里填土,它就把你埋了。
聊了这么多糟心的,最后说点提气的。这几年脉冲电镀、超声波辅助、喷镀、刷镀,都在发展。有些高端连接器已经用上脉冲镀金,晶粒细,孔隙率低,省金又可靠。还有石墨烯复合镀,传说摩擦系数能降到不可思议,我见过样品,确实滑溜,但量产遥遥无期。总之这行当,一边是现实的鸡毛蒜皮,一边是未来的若有若无,像极了人生。
我乐了。干了二十年,还能说出这种话,说明他入戏了。电镀这东西,表面上看就是把零件往池子里泡泡,捞出来就亮晶晶了,对吧?真要是这么简单,我早去三亚晒太阳了,还在这儿闻酸雾。
电镀不是蘸酱油
很多人以为电镀就是通上电,挂个阳极,零件当阴极,镀液里泡一会儿完事。错。大错特错。你试试自己配一槽镀镍液,硫酸镍、氯化镍、硼酸,比例有一丁点偏差,出来的镀层要么发脆,要么起条纹。前处理差一点,除油不彻底,活化没到位,镀层就会像秋天的墙皮,一片一片掉给你看。
更别提添加剂了。光亮剂、整平剂、润湿剂……加多了发雾,加少了没光。我记得有一回,车间里新来的技术员手抖,多倒了半瓶糖精钠,整槽货出来全是麻点。老张当场血压飙到一百八。
说到底,电镀是电化学、材料学、工装设计的综合体。挂具的设计能直接影响镀层厚度均匀性,尖端放电效应总让棱角处烧焦,凹处又镀不上。有些复杂件还要加辅助阳极、屏蔽阴极。这些靠经验,靠试错,靠一次次半夜爬起来调参数。书本上的理论,到了一线,经常是参考参考就行。
不过话说回来,入行久了,摸到那么一点点规律的时候,看着一批产品出来,镜面一样,心里还是有点小得意的。就一下下。因为下一批说不定又给你脸色看。
三价铬还是六价铬,这是个问题
 三价铬还是六价铬,这是个问题
三价铬还是六价铬,这是个问题
环保的大刀早就砍过来了。六价铬,致癌物,欧盟RoHS禁了,国内也越收越紧。问题是,多少年习惯了六价铬镀铬那种白亮带蓝的质感,硬度又高,耐磨。突然说要换成三价铬,整个行业都懵了一下。
说干就干,上项目,换药水,改工艺。头一槽出来,颜色发乌,像蒙了一层灰。客户当场拒收,说这哪是镀铬,这是镀锡吧。硬度也上不去,盐雾测试过不了。那段时间,我们一帮人在实验室通宵调配方,加铁、加稀土、调pH、脉冲电源各种试。终于弄出一个能看的,但成本……呵。
问:环保查得严,换成三价铬镀铬成本涨了多少?
答:直接成本涨了大概30%到50%,这还不算设备改造的投入。三价铬镀液对杂质更敏感,寿命短,阳极还得用特殊的钛基涂层,一块就几千。而且维护人员要重新培训,废品率初期高得吓人。综合下来,头一年每平方米镀层成本差不多翻了一倍。但没办法,不搞就停产。所以你现在看到有些电镀厂报价差距大,低价的,大概率还在偷偷用六价铬——那是玩命。
问:那三价铬的耐磨性现在能赶上六价铬了吗?
答:赶上?想多了。最好的商用三价铬工艺,硬度也就HV700-900,六价铬轻松上HV1000以上。不过通过一些纳米粒子复合,比如碳化硅、石墨烯掺杂,现在能达到接近的水平,但工艺稳定性还差火候。所以我们一般建议客户,如果只是装饰性,三价铬够了;功能性耐磨件,还是得找替代方案,或者用化学镍+热处理之类的路子。
有人提到无铬钝化,锌铝涂层,那又是另一码事了。总之,环保压力逼着行业进化,虽然过程痛苦,但长远看不是坏事——起码我们现在对镀液的管控比以前精细了不知道多少倍。
废水处理,比电镀本身还让人头大
电镀厂最怕什么?不是起皮不是发花,是环保局来查水表。前年隔壁镇上一家镀镉的小厂,图省事把冲洗水直接排到雨水沟,被逮个正着,老板进去到现在没出来。听着吓人,但说实话,十年前很多小作坊都这么干,因为废水处理成本真的高。
氰化物要破氰,六价铬要还原成三价再沉淀,各种重金属得分开算,镍、铜、锌、铬,每种沉淀的最佳pH都不一样。后面还有泥水分离,压滤,污泥还得按危废处置。一套像样的处理站,运维得好,一吨水成本二三十块算便宜的。
问:现在电镀废水零排放到底能不能实现?
答:技术上能,经济上悬。我们上了套MVR蒸发器,把膜浓缩后的浓水蒸成盐,再干燥成固废,里面的回用水品质比自来水还好,循环使用。听起来很美是吧?可是这套设备开一天,电费加蒸汽损耗,平摊到每吨水处理成本超过八十块。这还不算蒸发器结垢清理的维护费用,那股味儿……算了不说了。所以零排放目前也就是做做样子,给检查的时候看看,平时还是尽量回用,但完全零排,一般厂背不起。倒是有些大集团,比如汽车零配件巨头,他们要求供应链必须零排,那成本就转嫁到零件单价上了。
最近在试一个离子交换+电解回收的方案,把漂洗水里的镍直接电积出来回槽,减少污泥量。初步效果还行,就是离子交换树脂再生频率太高,也是个麻烦。环保这个坑,深不见底,但你不往里填土,它就把你埋了。
聊了这么多糟心的,最后说点提气的。这几年脉冲电镀、超声波辅助、喷镀、刷镀,都在发展。有些高端连接器已经用上脉冲镀金,晶粒细,孔隙率低,省金又可靠。还有石墨烯复合镀,传说摩擦系数能降到不可思议,我见过样品,确实滑溜,但量产遥遥无期。总之这行当,一边是现实的鸡毛蒜皮,一边是未来的若有若无,像极了人生。