工业母机:那些年我们交的学费,今天值不值?
我蹲在一台五轴联动加工中心前面,手摸着那冰凉的主轴外壳。十年前,这种设备你碰都不敢碰——全进口,得用恒温车间供着,维修老外隔三差五来一趟,一次费用够买辆小车。现在?国产的。我抬头看操作屏,界面全中文,连里面的G代码优化算法都是自己写的。说实话,鼻子有点酸。不煽情。干这行二十年,知道这背后是什么。
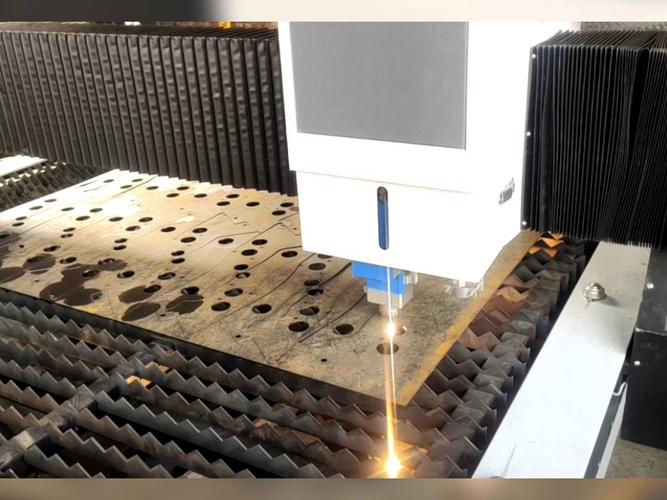
 五轴联动数控机床加工航空发动机叶片
五轴联动数控机床加工航空发动机叶片
问:五轴联动到底难在哪儿?不就是比三轴多了两个旋转轴吗?
答:听起来轻巧。多一个轴,数学上就多一个维度。插补算法、刀具路径优化、空间误差补偿……这些每一项单拎出来都能写本博士论文。更别提高速加工时,要同时保证微米级精度,还得扛住切削振动。国内早年做的五轴,要么精度衰减快,要么程序跑着跑着就撞刀。对了,撞刀——操作工最怕这个词,一不小心几十万的刀具和工件全废。
从“能转”到“好用”:我们熬过了什么
大概2015年左右,我待过一家民企,咬牙买了两台德国五轴,一台日本卧加。调试阶段,老外工程师带着自己的量具,连地脚螺丝拧几圈都记在本子上。那会儿我心想,这玩意儿不就是铁疙瘩拼装吗?后来自己拆修过几台早期国产机,终于明白差距在哪儿——床身铸造。人家可以自然时效三五年,我们为了赶工期,振动时效一过就上刀,导轨半年就变形。这玩意儿急不得。不过话说回来,现在行业里几个头部企业,比如科德、华中数控、海天精工,他们开始舍得砸钱了。我在去年北京展会上,看到一台国产五轴真机切钛合金叶轮,切完拿三坐标一打,轮廓度0.005,我当时愣是来回测了三遍。
 北京机床展上国产五轴机床切削钛合金叶轮演示
北京机床展上国产五轴机床切削钛合金叶轮演示
数控系统:魂与骨
问:数控系统是不是就相当于机床的“大脑”?咱们的“大脑”发育得怎么样了?
答:比喻没错,但这个大脑不光要算得快,还得听话。伺服驱动、电机、编码器,这一套搭配不好,再聪明的脑袋也控制不住手脚。早几年我们确实不行,FANUC、西门子占了绝大部分高端市场。不过这几年,华中数控的8型系统,还有广州数控的GSK系列,在五轴控制上有了质变。我上个月在东莞一个厂里,亲眼见到用华中HNC-848Di系统带的五轴,加工手机模具,表面光洁度几乎和日本机不分伯仲。当然,稳定性还有空间,偶尔会遇到插补丢步——不过说实话,这种问题放十年前,你连提的资格都没有,因为根本就没有机器给你试。
系统之外,基础部件也是天大的坑。轴承、滚珠丝杠、光栅尺……长期依赖日本THK、德国舍弗勒。但现在,国内像南京工艺、凯特精机做的东西,在中等负载场景下已经能替了。不过超精密级,还是得外购。这事儿得认。
人才断档与野蛮生长
机床行业苦,留不住人。我有个徒弟,干装配钳工三年,铲刮手艺刚有点意思,跑去卖房了。工资?月薪四千,不如送外卖。这能怪谁?不过另一面,我也看到一些非典型的“破局者”——一些军工背景的小团队,拿风险投资,闷头搞超精密磨床。去年底去苏州,一伙子九零后带我看他们自研的液体静压主轴,回转精度0.1微米,已经到了PPB级。我心里那个激动啊,但嘴上只说了一句:还行,别嘚瑟,先跑够5000小时再说。这种矛盾心理,估计同行都懂。
 国产液体静压主轴装配调试现场
国产液体静压主轴装配调试现场
问:那现在买国产高端机床,到底是划算还是冒险?
答:看具体需求。如果你做汽车发动机缸体,需要24小时三班倒,一年不停机,那进口的可靠性可能还高一个台阶。但如果你做中批量、高附加值产品,比如医疗器械零件,国产五轴的性价比已经能打了。而且服务优势明显——国产厂家现在被卷得,响应速度没话说。半夜两点报修,第二天早上人准到,这待遇进口品牌给不了。说到底,机床不是买回来就完,是个长线投入。很多老板只算首次采购成本,不算运营和维护——唉,这又扯远了。
晚上十点,我关掉车间最后一盏灯,那台国产五轴的控制屏还亮着,像一盏倔强的路灯。几十年了,我们好像在补课,又好像在长征。但只要还有人在铲刮床身、在调试伺服参数,这事儿就死不了。