切割工艺选型实战:激光、水刀、等离子谁才是你的真命天子?
干机械这行,谁还没在切割工序上栽过跟头?去年我们车间接了一批活儿,碳钢板切得跟狗啃似的,边角毛刺能直接当锯子使。后来一咬牙上了台新设备,结果发现——压根不是机器的事儿,是工艺没选对!今天不扯虚的,掰扯掰扯激光、水刀、等离子这三种主流切割手段,到底怎么挑。别急,咱们一点一点凿开了看。
激光切割:快是快,但你别宠坏了它
先聊激光。这玩意儿现在简直被神话了,好像一台激光机能包打天下。说实话,切薄板确实爽——唰唰唰,断面光滑得能反光,精度干到±0.1mm都不叫事儿。我见过最狠的,0.5mm不锈钢跟剪纸似的,速度飙到40米每分钟!💡
但!厚板就得掂量掂量了。激光这东西,靠的是高能光束把材料烧熔或者汽化,可光束一聚焦,能量是呈锥形分布的,越往板子底下越散。碳钢一超过20mm,下缘熔渣跟鼻涕似的挂在那,清渣能清到你怀疑人生。而且别忘了,激光对反射率敏感得很——铝板、铜板,反光率一高,不仅切不好,还可能烧坏保护镜片。❗有次我们忘了调参数,一束反射光直接崩了镜片,损失小两千。
问:激光切厚板到底能切多厚?为什么厂家吹得天花乱坠?
答:厂家标的极限厚度,通常是在实验室条件下,用最高功率、最慢速度、纯氧辅助,勉强切透。比如万瓦激光机号称切50mm碳钢,实际生产里,切30mm就已经吃力了。边缘垂直度、挂渣程度都很难看。✅经验之谈:碳钢厚板老老实实上等离子或火焰,别跟激光较劲。
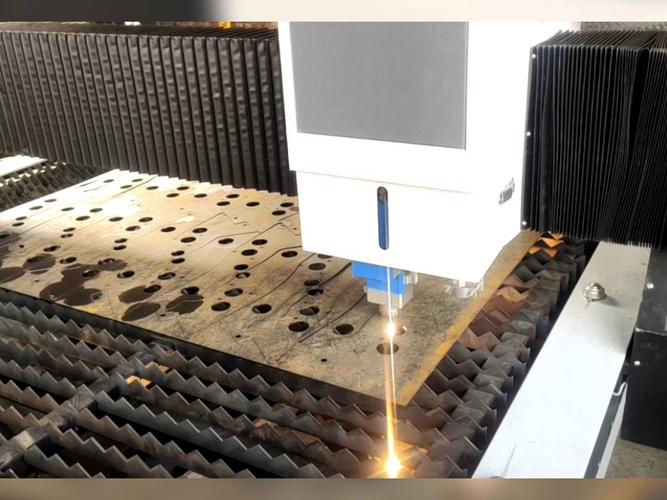 高功率光纤激光切割机正在切割厚钢板,车间现场火花四溅
高功率光纤激光切割机正在切割厚钢板,车间现场火花四溅
水刀:真的是万能切割机?
再唠水刀。这哥们儿走的是冷切割路子,高压水混着石榴砂,硬生生把材料“撕”开。好处明显:不产生热影响区,啥材料都敢切——金属、石材、玻璃、复合板,甚至炸药!🤯我曾经在一个军工项目里碰到,切钛合金蜂窝结构,激光怕烧,水刀上去,妥妥的。
但是啊,天下没有免费的午餐。水刀那效率……啧啧,切普通10mm碳钢,速度可能只有激光的十分之一。而且,它可是个“吃砂大户”,石榴砂唰唰地流,一小时几百公斤就没了。还有那高压缸、喷嘴,都是消耗品,一只沙管几百块,没几天就扩孔,换了又换。💸说实话,你要是不切特殊材料,大把时间都耗在维护上,真心不划算。
问:水刀是不是真像广告说的“万物皆可切”?有什么坑?
答:理论上是万物,但切割效率和成本差别太大。切玻璃不会崩边,切钛合金无氧化,确实好;可你要是拿来切大批量普通钢板,那就是拿牛刀杀鸡。另外,水刀的斜面问题很头疼,切厚料时水箭会弯曲,工件上窄下宽,得靠动态补偿,补偿不准就报废。新手很容易在这里掉坑。
 水刀切割石材时的高速水流混合石榴砂特写
水刀切割石材时的高速水流混合石榴砂特写
等离子切割:老将不死,只是逐渐凋零?
等离子呢,老资历了。靠高温等离子弧熔化金属,再用高速气流吹走熔渣。这货切厚板,那叫一个生猛——300A的机子,40mm碳钢随便啃,边缘还行,速度比火焰快好几倍。关键是,设备便宜,耗材也便宜,电加气,没那么多矫情。
不过嘛——切薄板就算了,1mm的料子切完,热变形能让你拼不回来。精度也不行,一般±0.5mm算好的,跟激光没法比。💡我遇到过最搞笑的事:一个客户要求切出镜面级表面,我说你找等离子?他一脸懵。等离子切出来的断面有倾角,还有挂渣,想漂亮得后处理。所以这玩意儿在重工、造船、钢结构这些粗犷领域还是香饽饽,精密制造?别想了。
问:等离子切割现在还有前途吗?会不会被激光取代?
答:等离子在厚板、超大工件上依然刚需。激光功率再大,成本还是高;火焰精度太差。等离子正好卡在中间——几十毫米到百毫米的板,效率成本最优。而且这几年精细等离子技术也在进步,比如海宝的HPR系列,切割质量赶上低功率激光了。取代谈不上,各吃各的饭。
 等离子切割不锈钢厚板时产生的飞溅火花和蓝色弧光
等离子切割不锈钢厚板时产生的飞溅火花和蓝色弧光
实战!没人告诉你的选型密诀
选切割工艺,说到底就三件事:材料、厚度、预算。但车间里的经验比参数表管用。我总结几个血泪教训:
- 不锈钢薄板:首选光纤激光,速度和质量没对手,除非你钱多烧手去用水刀。
- 铝板10mm以下:激光也行,但一定选带防反射功能的光纤激光,或者干脆用等离子(注意变形)。
- 碳钢20mm以上:果断等离子!别纠结,激光能切但亏本。
- 复合材料、石材:水刀是唯一解,没商量。
- 要打坡口:等离子自带转角切割功能,激光用水刀还得二次加工,麻烦。
还有啊,现在都讲智能制造了,切割机联网、自动上下料、AI视觉定位这些玩意儿,真能省大钱。👌我们去年给激光切割机加了个视觉纠偏,废品率直接降了3个百分点,一年省出一台机。
最后啰嗦一句:别信销售那张嘴,什么“万能”“顶尖”,拉到车间试切几块料,是骡子是马一目了然。切割这事儿,合脚的才是最好的。💡