锻造不死:一位老工匠眼中的智能车间与行业真相
车间里的空气永远带着一股烧红的钢铁味儿。锻锤砸下去的那一刻,地面在抖,耳朵在嗡,但老严的眼睛却亮了——那是一种看着金属像面团一样被塑形的快感。说实话,我在锻造这行混了二十年,最近才真正意识到,以前那些引以为傲的手艺,正在被一种无声无息的方式替代。不是机器取代人,是数字化的眼睛和脑子,开始接管了整个产线。
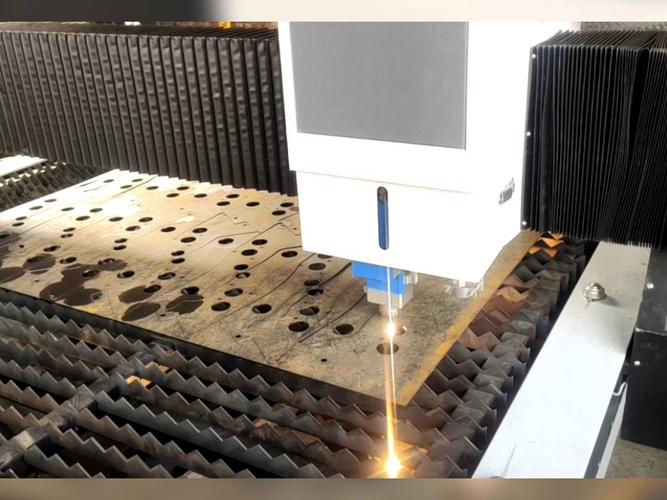
 1000吨电动螺旋压力机智能锻造生产线
1000吨电动螺旋压力机智能锻造生产线
你以为锻造还是“打铁”吗?早不是了。现在最前沿的车间里,甚至听不到一声巨响——伺服压力机安静得像个书生,滑块的运动曲线可以精确到毫米。可我们这帮老家伙心里清楚,安静不代表没力量。前阵子去山东一家给风电主轴配套的厂,那台120MN的压机,把一根比腰还粗的钢锭揉捏得服服帖帖。但最让我吃惊的不是吨位,是它每一次压下都有数据回传,AI在后台实时调整参数。我站那儿愣了半天,想起当年为了控制一个法兰的折叠缺陷,老师傅们靠的是听音辨位,拿手电筒反复照。
精密模锻的“减材”幻觉
很多搞机加工的朋友一听到精密模锻就兴奋,觉得能一刀切掉70%的金切量,省钱。但真干过的人都知道,这是个美丽的陷阱。精密模锻的模具寿命是个绕不过去的坎。热作模具钢,比如H13、3Cr2W8V,在1200℃的铁块反复挤压下,型腔磨损、热疲劳裂纹,像魔鬼一样缠着你。我们曾为一个汽车转向节开发精密模,几何公差要控在±0.3mm,结果量产不到三千件,模具表面就开始拉毛,锻件多了0.5mm的料,客户直接拒收。那阵子,我每天蹲在模具边上,像伺候祖宗一样调预热温度、喷脱模剂,甚至试过离子渗氮,成本飙得离谱。
所以啊,别轻信那些PPT里的“近净成形”。锻造的经济性在于找到一个平衡点:让锻件留出合理的余量,把加工难度转移给CNC。特别是内腔复杂的件,比如液压阀体,精密模锻根本做不出流道,还得靠后续加工。但话说回来,外轮廓的精度确实能提升,省料又省时,前提是你得忍受那套天价模具和频繁的修模费用。
自动化产线里的“人味儿”
去年公司咬牙上了一套全自动锻造岛,机器人上料、喷石墨、抓取传递,一气呵成。理论上,节拍能到12秒一件,但调试那一个月,差点把我逼疯。机械手夹持位置总偏,锻件在模腔里稍微不正,就出折叠。有一天半夜,我盯着那个机械臂重复了三百次动作,突然发现——它缺一种感知金属流动的直觉。老师傅用钳子夹料,手腕会微调角度,让坯料顺着模子的“脾气”滑进去。机器人没有脾气,只有编程。后来我们在夹爪加了柔性补偿机构,又在模具上装了压力传感器,才把废品率压下来。这事儿让我明白,自动化不是万能的,你得把人的经验“喂”给机器。
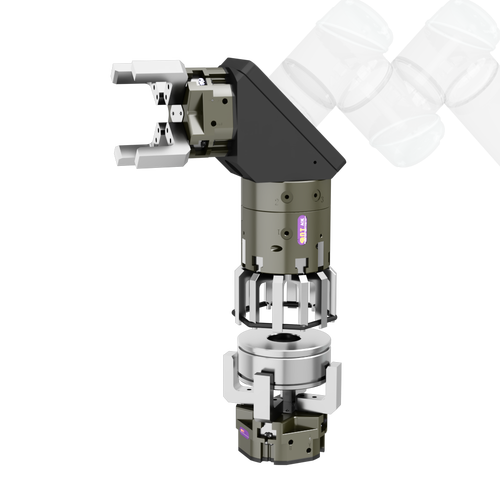 锻造机器人夹爪柔性补偿装置
锻造机器人夹爪柔性补偿装置
不过,也有让人拍大腿的突破。比如某家做钛合金叶片的厂,用上了数字孪生。每次锻造前,先在虚拟系统里模拟金属流动、温度场,甚至预测模具磨损。我亲眼见过,他们通过仿真把β相区锻造的开坯温度窗口缩窄了15℃,晶粒度直接提升两个等级。这种玩法,靠老师傅的“火眼金睛”是永远做不到的——炉子里的火光再亮,也看不出相变潜热在哪儿偷偷释放。
关于锻件质量的灵魂拷问
问:为什么同一批锻件,有的探伤合格,有的却出现白点或夹杂?
答:这事儿要追溯到钢锭或连铸坯的源头。锻造只能“改善”缺陷,不能“消除”。比如氢致白点,你再怎么锻,如果热处理前不扩氢,裂纹照样在。我吃过亏:一批42CrMo轴,锻造比、终锻温度全在范围内,但忘了要求钢厂做真空脱气,结果超声波探伤扫出一堆非金属夹杂。后来规定,所有重要锻件必须追炉号,连原材料的低倍组织都看。现在更有在线超声相控阵,锻完直接扫,把缺陷提前堵在厂里。但记住,锻造车间的质量控制,七分靠上游,三分才在自己手里。
问:小批量、多品种的锻件,怎么控制成本?模锻肯定不划算,自由锻精度又差点意思。
答:自由锻当然不行,但别一根筋。现在有种快换模架的液压机,换模时间能压到十分钟以内,配合可调宽度的砧子,做小批量的台阶轴或盘类件相当灵活。还有一个狠招:局部热锻。比如只对法兰盘的凸台进行墩粗,其他部分保留毛坯,省掉整体加热的能耗,模具受力也小。再结合CAPP系统快速生成工艺,报价和排产都快。我们试过一次,给工程机械做50件非标销轴,用这种方法,单件成本比全模锻降了40%,交货还提前两天。关键是人不能懒,工艺得动脑筋。
热处理,那个总被忽略的隐形杀手
很多搞锻造的,把精力全砸在成形上,却忘了热处理才是决定命运的环节。我们曾给船用曲轴做调质,淬火硬度差了两度,心想算了,结果装船半年就出了微裂纹。教训刻骨——锻造织构被不恰当的回火放大了,残余应力像定时炸弹。现在,我们强制要求淬火槽的流速、水温、转移时间全部联网记录,甚至用电磁感应加热搞差温热处理,让表面和心部获得不同的组织。有一次去德国展会,看到激光淬火用在模具局部强化上,那热影响区控制得,啧啧,精准得像外科手术。
更让我兴奋的是形变热处理的回归。把锻造和热处理结合,利用锻造余热直接淬火,省掉再次加热的能耗。我们正和一高校合作,搞一种中碳微合金钢的锻后余热淬火,晶粒细化到ASTM 12级,冲击韧性提升明显。不过控制难点也多,终锻温度波动一旦超过15℃,性能就离散得厉害。所以,智能化的控温变得越来越迫切。
回头看看,锻造这行当,从火与铁的交响,变成了数据与算法的博弈。但不管多智能,那天老严在试模间隙,还是习惯性地抓起一把冷却水泼在模具上,看着蒸汽升腾,念叨了一句:“这雾,跟二十年前一样烫。”对啊,有些东西没变,只是我们的工具变了。