铸造车间里那点事儿:一个老铸造人的碎碎念
说实话,干铸造这行十几年,最怕听到客户说“你这铸件怎么有砂眼?”——虽然这几乎是每个铸造人都会遇到的灵魂拷问。但每回听见,还是心里一咯噔。毕竟,咱们这行,就是跟缺陷死磕的命。
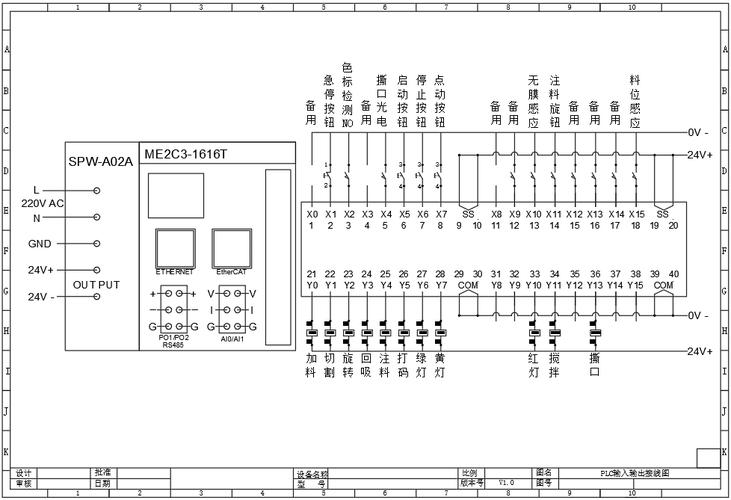
前两天去个兄弟厂子,他们正试制一批泵体,材质HT250,要求水压试验2.5MPa。结果呢?连漏三件。老板脸都绿了。我到现场一看,浇注系统设计得那叫一个“规矩”——横浇道直愣愣地冲着型腔,渣包放得跟摆设似的。哎,又是教科书式的错误。
 铸造浇注系统设计错误案例
铸造浇注系统设计错误案例
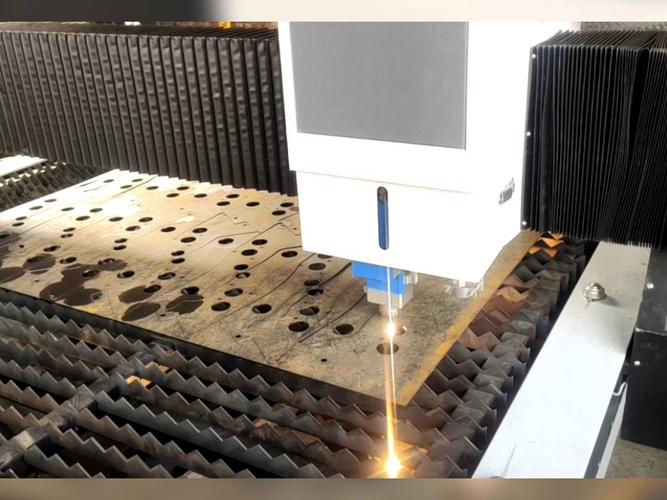
消失模铸造:看上去很美?
消失模这工艺,刚兴起那会儿,多少人追捧啊——不用起模、无分型面、尺寸精度高……可真正上手干,才知道有多坑。白模材料是关键,发泡倍率差一点,浇出来就是个“大肚子”。还有涂层,刷薄了粘砂,刷厚了跑火。记得有次做变速箱壳体,因为烘干不彻底,浇注时那个烟啊,直接把车间顶棚熏黑了半边。后来学乖了,烘干房温控死守48℃±2℃,时间?看天气!湿度超过70%就老老实实多烘两小时。别问我为什么,都是泪。
但话说回来,消失模对付复杂薄壁件确实是一把好手。比如我们给一家新能源车企做的电机壳,壁厚最薄处才3.5mm,用砂型铸造根本没法搞。改成消失模后,废品率从30%降到了8%——虽然前期模具投入肉疼,但长远看,值了。
问:消失模铸件表面总是有皱皮怎么办?
答:皱皮多半是模样密度不均或者发泡时蒸汽没穿透。先查预发珠粒的熟化时间,至少放12小时以上;然后调整成型机的蒸汽压力和加热时间,别图快。还有,涂料透气性不够也会导致皱皮,因为气体来不及排出就卷进金属液了。试试把涂料里的耐火粉料比例降低一点,或者加点石墨改善透气性。
 消失模铸造白模制作车间
消失模铸造白模制作车间
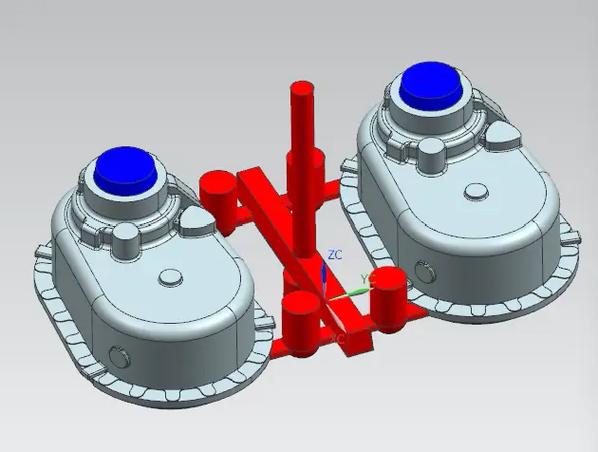
3D打印砂型:真香还是噱头?
 3D打印砂型:真香还是噱头?
3D打印砂型:真香还是噱头?
去年公司咬牙上了一台砂型3D打印机,国产的,价格倒不贵,但配套的树脂和固化剂耗材贵得离谱。刚开始大伙都觉得这玩意儿就是“打样机”,批量生产还得靠传统造型线。直到接了一个航空发动机机匣的单子——那个内腔结构复杂得啊,传统模具根本做不出来。没办法,硬着头皮上3D打印。结果你猜怎么着?打印出来的砂型精度极高,合箱严丝合缝,浇出来的铸件轮廓清晰得让人想哭。而且,因为可以自由设计浇道,我们把冒口减少了三个,工艺出品率从65%拉到82%!真香警告!
不过,3D打印也不是万能药。呋喃树脂砂打印的砂型发气量偏大,浇注时必须加强排气;另外打印速度是真慢,一套复杂砂型打两天,急单千万别指望它。还有那个喷头,堵一次就够你擦半天。所以现在我们的策略是:单件小批量用3D打印,大批量还是老办法,冷芯盒或者热芯盒。
问:3D打印砂型强度够吗?会不会在浇注时垮塌?
答:强度完全可以达到甚至超过手工造型。我们测试过,打印砂型的抗拉强度普遍在2.0MPa以上,而普通呋喃树脂自硬砂也就1.5左右。关键是要控制好树脂加入量和固化程度。如果担心,可以在关键部位刷一层锆英粉涂料,不仅防粘砂还加固型壁。但注意,打印方向会影响强度,设计时应避免悬空结构直接承受金属液冲击。
质检那关:永远在“擦屁股”
铸造缺陷就像打地鼠——冒口根缩松、热裂、气孔、夹杂……你堵了这边,那边又冒出来了。我们厂最头疼的是球墨铸铁的缩松,尤其厚大断面。工艺模拟软件跑出来的结果往往过于乐观,实际浇出来X光一照,中心缩松还是超标。后来学了一招:采用冷铁激冷配合发热冒口,强顺序凝固。效果立竿见影,但操作繁琐,工人抱怨得厉害。怎么办?
有人推荐用压力凝固工艺,就是浇注完后在型腔顶上通压缩空气,迫使金属液补缩。试过一次,对薄壁件确实有效,设备改装也不复杂。但对大件?压力太大会把砂型鼓开,风险太高。唉,还是老老实实优化浇冒系统吧。
说到这,不得不提一下智能在线检测。我们去年上了一套红外热成像监测浇注过程的系统,能实时看到型腔内金属液流动和凝固的温度场。乍一看高大上,但实际用起来,数据噪点多得吓人,需要反复标定。而且,真等到发现温度异常,铸件基本已经废了,顶多是事后分析用。要我说,不如在浇注工脸上装个摄像头,看看他们是不是按工艺卡片操作——上次有个小子图省事,把浇注温度偷偷提高了50℃,说流动性好。结果?整炉铸件全因缩裂报废。所以啊,再好的技术也敌不过责任心。
 铸造红外热成像监测画面
铸造红外热成像监测画面
杂七杂八的感悟
铸造这行,门槛低,但天花板不高?大错特错。说门槛低,是因为谁都能支个小炉子化铁;说天花板高,是因为想做出零缺陷铸件,得懂材料、懂工艺、懂设备,还得跟环保部门斗智斗勇。现在环保查得严,冲天炉早不让用了,电炉电费又贵得心疼。有些厂转去玩精密铸造、熔模铸造,利润是高,但工艺控制更严苛,随便一个脱蜡不干净,模壳就开裂。
有一次去精密铸造厂参观,看见他们用小机械手沾浆淋砂,那叫一个丝滑,涂层均匀得让人嫉妒。回来也想改,一询价,六轴机械手加视觉系统,一套下来八十万。老板说:“先人工干着吧。”得,又回到起点了。
不过话说回来,这行的乐趣也在此。当一件光洁如镜的铸件从清理滚筒里滚出来,那种成就感,不比码农写出一段漂亮代码差。而且,铸造真的是个“越老越值钱”的行当——经验这东西,书本给不了。比如听浇注时的声音就知道会不会产生缩孔,摸一下砂型就知道紧实度够不够。这些直觉,都是成千上万次失败堆出来的。
所以,如果你刚入行,别被车间里的粉尘和噪音吓跑。多干、多问、多琢磨,时间会给你回报。当然,防护要做好,身体是本钱。
最后说句掏心窝子的话:铸造的未来,一定是智能化和绿色化。但也别忘了老祖宗的手艺——那些看似落伍的技法,往往藏着解决新问题的钥匙。