自动包装线:那些年我们踩过的坑和惊喜
包装?不就是把东西装进盒子嘛。
错。大错特错。在工业现场呆久了,你会明白——包装是门玄学,更是门真刀真枪的工程学。一个纸箱没折好,产线说停就停,你信不信?
这两年我跑了大大小小几十家工厂,见过每小时吞吐6000箱的超级流水线,也见过三台旧机器拼凑起来、靠老师傅手感调教的“老古董”。有惊喜,也有糟心事。今天不扯虚的,就聊点硬核的,关于自动化包装的那些事儿。
去年在东莞,一家做消费电子的厂子,花了三百万上了套全自动包装线。第一天开机,纸箱卡得一塌糊涂。查了半天——不是设备不行,是前端来料方向偏了五毫米,光电传感器根本没识别出来。五毫米啊!最后加了个小导向机构,几十块钱解决了三百万的问题。你说讽刺不讽刺?
所以我总说,一套靠谱的自动化包装线,大脑是PLC,神经是伺服,血管是螺杆和输送带。选型时别光看包装速度那个数,得看柔性。换一个规格要调多久?十五分钟还是两小时?这才是真金白银的成本。
问:上自动化包装线,最容易忽略的隐性成本是什么?
答:培训和维护。机器买回来不是结束,是开始。操作工看不懂信号灯,维修工调不来变频器参数,这个太常见了。还有备件——有些进口机的同步带,订货周期八周,产线能等八周吗?备件库存、定期保养协议,这些钱前期不算进去,后面哭都来不及。
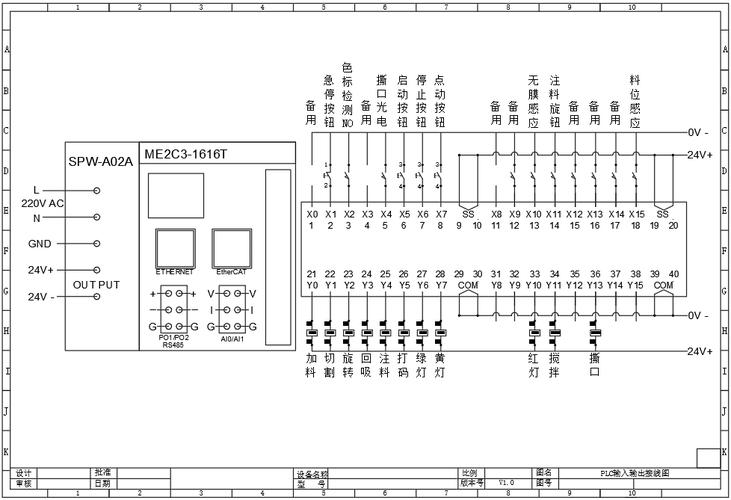
 自动化包装生产线PLC控制柜内部接线
自动化包装生产线PLC控制柜内部接线
我印象最深的一次,苏州一家药厂,泡罩包装检测。要求零缺陷,那可不是闹着玩的。初期视觉系统误判率高达3%,一天下来废料堆成山。后来怎么着?不是算法不够好,是光源角度问题——泡罩反光点被当成了黑点。把环形光改成穹顶光,加个偏振片,问题解决。所以啊,视觉不是万能的,你得懂光,懂成像,懂材料的光学特性。
问:机器视觉误报太多怎么办?除了调参还有什么招?
答:分两步。第一,看图像本身——是不是打光不均匀?噪声太大?镜头畸变没校正?硬件端优化往往比狂调参数有效得多。第二,如果硬件没问题,试试更新训练集,加入更多边界案例。现在不少视觉软件支持半自动标注,省时间。但千万别迷信AI,有些场景传统灰阶算法反而更稳,像简单的缺料检测,用Blob分析就行,速度快还皮实。
包装质量视觉检测系统剔除不良品
我去年评估过一个方案,协作机器人加移动式装盒工作站。六轴机械臂,吸盘抓手快换,切换产品不超过十分钟。听起来很美对吧?但预算爆炸。最后折中:关键工位用快速换模的专机,配合人工辅助。不是所有地方都得上机器人,ROI算不过来等于白干。
说到协作机器人,安全性确实提高了,但包装行业对速度的渴求永远是第一位的。人机协作的安全距离、力矩限制,这些不得不妥协的速度,有时让人抓狂。所以我一直觉得,包装行业的自动化,平衡点在于半自动和全自动之间的那条灰色地带——该快的快,该巧的巧,别一刀切。
最近逛展会,看到一种自适应的裹膜机,根据货物高度自动调节拉伸膜的张力和圈数。这种细节之处见真章,比堆砌所谓“工业4.0”靠谱多了。毕竟,包装的本质是保护产品,花架子没用。
写到这里,抬头看窗外,物流车正一车一车往外运货。包装线还在轰隆隆跑着。设备越来越好,但人的经验、直觉、还有那股子较真劲儿,永远不可替代。嗯,不说了,我得去车间看看刚调试的那台裹包机——总感觉张紧轮声音不太对。
错。大错特错。在工业现场呆久了,你会明白——包装是门玄学,更是门真刀真枪的工程学。一个纸箱没折好,产线说停就停,你信不信?
这两年我跑了大大小小几十家工厂,见过每小时吞吐6000箱的超级流水线,也见过三台旧机器拼凑起来、靠老师傅手感调教的“老古董”。有惊喜,也有糟心事。今天不扯虚的,就聊点硬核的,关于自动化包装的那些事儿。
自动化包装的“心脏”——不是那台闪亮的包装机
说到包装线,外行先盯着裹包机、装箱机这些大家伙看。新手采购最爱犯的错:参数参数参数,速度速度速度。可真正决定一条线是“印钞机”还是“碎钞机”的,是那些看不见的东西——控制系统,集成能力,还有前期规划。去年在东莞,一家做消费电子的厂子,花了三百万上了套全自动包装线。第一天开机,纸箱卡得一塌糊涂。查了半天——不是设备不行,是前端来料方向偏了五毫米,光电传感器根本没识别出来。五毫米啊!最后加了个小导向机构,几十块钱解决了三百万的问题。你说讽刺不讽刺?
所以我总说,一套靠谱的自动化包装线,大脑是PLC,神经是伺服,血管是螺杆和输送带。选型时别光看包装速度那个数,得看柔性。换一个规格要调多久?十五分钟还是两小时?这才是真金白银的成本。
问:上自动化包装线,最容易忽略的隐性成本是什么?
答:培训和维护。机器买回来不是结束,是开始。操作工看不懂信号灯,维修工调不来变频器参数,这个太常见了。还有备件——有些进口机的同步带,订货周期八周,产线能等八周吗?备件库存、定期保养协议,这些钱前期不算进去,后面哭都来不及。
 自动化包装生产线PLC控制柜内部接线
自动化包装生产线PLC控制柜内部接线
机器视觉,包装线上的“电子眼”有多凶残
以前靠人看。标签贴歪了?漏装了?人眼瞪着产线,一天八小时,到下午眼花缭乱,漏检率飙升。现在呢?一套高帧率工业相机加深度学习算法,毫秒级判断,直接踢废品。而且2024年的模型越来越轻量化,边缘端就能跑,不用再拖台笨重的工控机。我印象最深的一次,苏州一家药厂,泡罩包装检测。要求零缺陷,那可不是闹着玩的。初期视觉系统误判率高达3%,一天下来废料堆成山。后来怎么着?不是算法不够好,是光源角度问题——泡罩反光点被当成了黑点。把环形光改成穹顶光,加个偏振片,问题解决。所以啊,视觉不是万能的,你得懂光,懂成像,懂材料的光学特性。
问:机器视觉误报太多怎么办?除了调参还有什么招?
答:分两步。第一,看图像本身——是不是打光不均匀?噪声太大?镜头畸变没校正?硬件端优化往往比狂调参数有效得多。第二,如果硬件没问题,试试更新训练集,加入更多边界案例。现在不少视觉软件支持半自动标注,省时间。但千万别迷信AI,有些场景传统灰阶算法反而更稳,像简单的缺料检测,用Blob分析就行,速度快还皮实。
 包装质量视觉检测系统剔除不良品
包装质量视觉检测系统剔除不良品
柔性包装的追求——从“单打冠军”到“全能选手”
大批量单一产品越来越少了。电商爆款一波流,今天卖零食大礼包,明天换成小包装试吃装。包装线怎么办?跟着变。这就催生了对柔性化、模块化设备的巨大需求。我去年评估过一个方案,协作机器人加移动式装盒工作站。六轴机械臂,吸盘抓手快换,切换产品不超过十分钟。听起来很美对吧?但预算爆炸。最后折中:关键工位用快速换模的专机,配合人工辅助。不是所有地方都得上机器人,ROI算不过来等于白干。
说到协作机器人,安全性确实提高了,但包装行业对速度的渴求永远是第一位的。人机协作的安全距离、力矩限制,这些不得不妥协的速度,有时让人抓狂。所以我一直觉得,包装行业的自动化,平衡点在于半自动和全自动之间的那条灰色地带——该快的快,该巧的巧,别一刀切。
最近逛展会,看到一种自适应的裹膜机,根据货物高度自动调节拉伸膜的张力和圈数。这种细节之处见真章,比堆砌所谓“工业4.0”靠谱多了。毕竟,包装的本质是保护产品,花架子没用。
写到这里,抬头看窗外,物流车正一车一车往外运货。包装线还在轰隆隆跑着。设备越来越好,但人的经验、直觉、还有那股子较真劲儿,永远不可替代。嗯,不说了,我得去车间看看刚调试的那台裹包机——总感觉张紧轮声音不太对。