别让库存拖死你的工厂——聊透制造业库存管理的那些痛与解
去年这时候,我差点被一堆呆滞料搞崩溃。
事情是这样的:仓库里囤了半年的特种螺栓,当初采购说供应商要涨价,安全起见多订了两倍。结果呢?设计变更,全废了。那堆铁疙瘩至今还占着货架,每次路过都肉疼。说实话,这种破事在制造圈太常见了——库存管理,从来不是技术活,是财务活,更是人情活。
但话说回来,库存真的一无是处吗?也不是。没库存,产线停一天损失几十万;库存太多,现金流直接断气。这中间的平衡,简直像走钢丝。❗所以今天不扯理论,就聊点车间里摸爬滚打出来的道理。
库存不是越多越好,是这么回事
很多人——尤其是老板们——总觉得仓库堆满就代表生意好。错得离谱。库存是什么?是你压在铁架子上的钞票,而且还会贬值、会生锈、会过时。去年铜价波动的时候,我见过一家线束厂,囤了300吨铜材,结果价格跌了20%,半年利润全搭进去。这就是典型的「抱着库存睡大觉,醒来哭都找不着调」。
但另一方面,缺料风险更凶险。上个月一个做注塑的朋友,就少了一包抗氧剂,整条线停了三天,客户罚金加起来六位数。所以,库存管理的核心不是降库存,是流动。让呆滞的动起来,让关键的不断档。
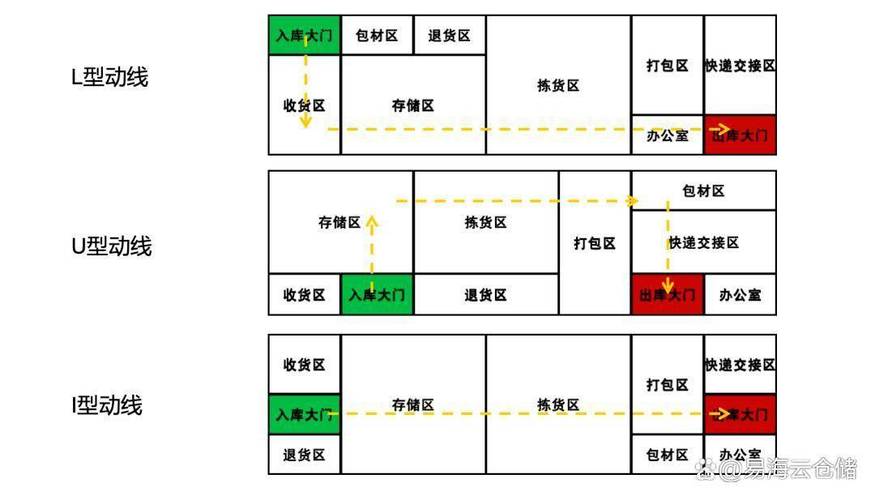 制造业工厂仓库合理库存周转示意图
制造业工厂仓库合理库存周转示意图
我自己的体会是,先把物料分个等级—A类那些价值高、周转快的,必须卡死库存水位,最好用看板拉动;C类像螺丝垫片,囤就囤了,反正不占钱。至于B类,定期review,别让他们滑到A或C的极端。
预测不准?换个思路试试
做计划的同事每次开会都头大——销售给的预测像六月的天,说变就变。结果呢?要么备料不足,要么过量生产。这就是制造业的通病:需求波动简直是库存管理的噩梦。
但最近几年,行业内开始玩一个新花样:动态安全库存。传统做法是根据历史数据设一个固定值,比如月均销量的1.5倍。可现在谁还敢说历史能代表未来?特别是那些做非标设备的,产品生命周期短得跟网红一样。💡所以,把市场信号直接接进ERP,比如客户投标动向、原材料交期波动、甚至天气预报(去年南方洪水导致物流延迟,好多厂猝不及防),这些实时数据一综合,安全库存自动调。不敢说100%准,至少比拍脑袋强十倍。
 工业库存动态安全库存计算看板
工业库存动态安全库存计算看板
当然,不是所有厂都烧得起高级算法。但有个低成本的招:定期搞跨部门S&OP会议,让销售、生产、采购坐下来吵架。对,就是吵架。销售喊要货,生产骂瞎承诺,采购说来不及买——在这种撕扯中,信息才透明,库存才不至于沦为人情世故的牺牲品。
那些年我们踩过的库存管理工具坑
说到ERP,一肚子火。十年前上系统,顾问把流程画得天花乱坠,什么「实时库存」「自动补货」,结果上线后仓储数据压根没准过。工人录单爱填不填,质检漏了一道工序,系统里还显示良品——账实不符,神仙也救不了。⚠️ 所以,工具是死的,人是活的。再先进的仓储管理系统(WMS),如果没人愿意扫码、没人清理呆滞,都是摆设。
直到前年,痛下决心搞了次「数据治理」。盘点、重分类、设仓位规则,甚至给每个仓管配了扫码枪强制绑定操作。三个月下来,库存准确率从72%跳到98%。那种感觉,就像便秘多年终于通畅了。🤣
现在还有一种趋势,叫协同库存管理,也就是把供应商的库房当自己家的。比如VMI(供应商管理库存),让供方在你厂里设个暂存区,用多少结多少。这招对大宗通用物料特管用,资金占用瞬间转移。不过,前提是得跟供应商有信任基础,不然人家把次品塞给你当安全库存,更坑。
问:小批量多品种的工厂,库存怎么管?感觉怎么做都是错。
答: 太有共鸣了!这种模式天生就和低成本库存犯冲。我的经验是:别企图用一套方法管所有物料。对通用件,集中预测,批量采购;对定制件,坚决按单采购,宁可贵一点也别留库存。另外,模块化设计——比如把设备接口标准化,减少物料种类——是根本出路。这条路慢,但值得。
问:上了ERP、MES,库存问题就能解决吗?
答: 做梦。系统只是放大镜,把你原本的混乱放大得更清晰。如果基础数据、流程规范、人员意识不到位,系统就是昂贵的装饰品。先从整理仓库、培训员工、盘点准确开始,这些笨功夫才是地基。
说到底,库存管理就是照妖镜,照出企业的计划能力、供应链协同能力,甚至老板的决策风格。别指望一招鲜,每年复盘、持续微调,比任何神器都靠谱。