工业视觉检测:那些年我们踩过的坑,以及为什么老板总觉得精度不够
上周去昆山一家汽配厂,刚进车间就被老张拉住吐槽。他是质检科的头儿,干了十五年,手上过过的零件少说也有几百万件。‘这套视觉检测系统,当时花了两百多万,现在呢?误报率快把我逼疯了!’ 他指着一台设备,屏幕上红框跳个不停,操作工干脆把报警声关了,手动在复判——人眼比机器还快,你说讽刺不讽刺?
 工业视觉检测系统流水线安装现场
工业视觉检测系统流水线安装现场
老张的遭遇绝不是个案。这几年工业视觉火了,好像不搞个AI质检就跟不上时代。但是,从实验室的99.9%到产线上的70%,中间的落差能把人噎死。我见过最夸张的案例,一家锂电池企业,上线头三个月,误判率高到后端复判增加了八个人,成本不降反升。老板脸都绿了。
精度迷思:99%就够了吗?
很多人以为,检测嘛,精度高就是王道。其实根本不对。产线上真正要的是过杀率和漏杀率的平衡。你漏过去一个缺陷,客户投诉、退货、甚至安全事故;你杀得太狠,良率直接崩掉,成本hold不住。这里面有个残酷的现实:缺陷检测不是分类问题,而是异常检测。缺陷长得各式各样,谁也没法穷举全。
去年我帮一家连接器厂商做评估,他们的要求听起来简单:检测端子弹片缺口。但实际呢?弹片反光角度一变,灰度差能把缺口淹没掉。传统算法死调阈值调到吐,深度学习模型上了三个,小样本训练出来的东西泛化能力差得一批。后来怎么解决的?说起来都是泪——我们老老实实蹲在产线收集了两个月的负样本,又用合成数据扩增了五倍,最后模型才勉强到可接受范围。
速度与成本的死结
很多方案在PPT里看着很美,一上高速产线就趴窝。连接器行业,动辄每分钟两千次的节拍,检测算法必须在十几毫秒内完成。你算力堆上去了,工控机成本爆炸;用边缘计算盒子吧,有时候延迟一飘,直接就来不及拍照。有一回调试,相机触发信号跟机械动作差了半拍,拍出来的全是拖影,检测直接报废。
问:既然AI检测这么难,为什么大家还一窝蜂上?
答:没办法啊,人工招不到、留不住。现在的年轻人谁愿意一天十个小时盯着显微镜看缺陷?眼睛都看瞎了。而且人工有情绪,累了、困了,漏检率就波动。机器至少不知疲倦。不过说实话,现在很多厂是被‘智能制造’的概念裹挟着上,根本算不清 roi,想着先上了再说,结果掉坑里。我见过最离谱的,上了一套系统,最后只用来做尺寸测量,缺陷检测还是靠人,理由是‘误报太多,不如人眼准’。
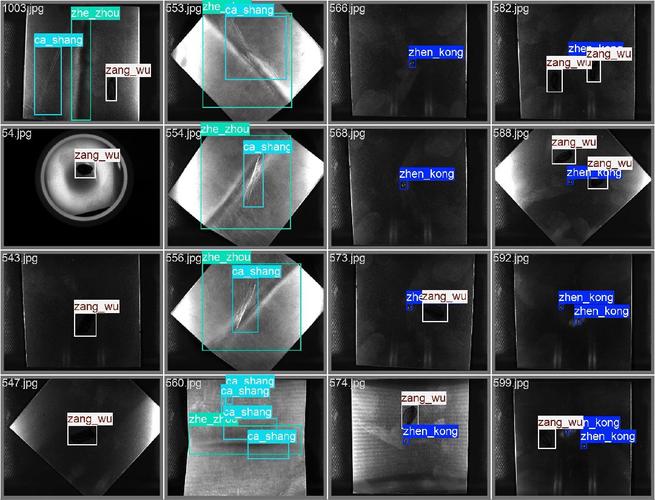 AI视觉检测屏幕实时缺陷标记图
AI视觉检测屏幕实时缺陷标记图
数据:那个绕不开的脏活
搞视觉检测,十有八九会栽在数据上。训练模型需要大量负样本,但真实产线上,缺陷件比例可能连千分之一都不到。你收集一个月,可能就几十张图片,还是同一种缺陷。然后呢?数据标注更是噩梦。外协标注公司不懂工业缺陷,画出来的框能把人气笑;自己标注吧,质检员本来就没空,勉强标出来的质量也堪忧。我们有一回标焊点缺陷,内部定了十八个类别,结果质检员自己都经常标混,模型训练出来乱得像一锅粥。
问:那有什么实用的办法解决小样本问题?
答:数据增强当然是必须的,但工业图像不能瞎增强。你镜像一下、旋转一下对金属表面纹理可能有效,但对方向性缺陷,比如划痕,就得小心。更有效的是用仿真生成——用3D软件模拟缺陷贴到正常件上。我们现在大量用这种方法,前提是你得把光学环境也仿准,否则域漂移能气死人。还有就是迁移学习,拿公开数据集预训练,再在少量工业数据上微调。另外,把传统算法和深度学习结合,做级联检测,也是省数据的路子。比如先用传统方法快速滤掉明显OK的,剩下可疑的再交给AI细判,这样AI模型就不需要覆盖所有简单样本,压力小很多。
落地要先想清楚三件事
 落地要先想清楚三件事
落地要先想清楚三件事
每次有新项目找到我,我都会先问:
- 你们的容忍度到底是多少? 漏检率必须零吗?过杀率能接受5%吗?别跟我讲越高越好,那是废话。
- 工艺稳不稳? 如果前道工序本身就飘来飘去,视觉检测等着背锅吧。来料一致性一差,模型怎么都调不好。
- 有没有持续迭代的预算和人员? 很多人以为买套设备就完了,其实上线才是开始。新缺陷冒出来,模型要更新,这需要长期的工程投入。
三个问题没想清楚,我劝你千万别急着上。还不如先用半自动设备,把人和机器结合起来,比全自动靠谱得多。
最后讲个稍微让人振奋的案例。去年底我们给一家光伏边框厂做的检测方案,第一次把超声和视觉融合了,专门查内部裂纹和表面划伤。误杀率从原来的23%压到3.2%,漏检没出过事故。关键是,产线工人反而开心了——他们不用再弯腰折腾,还学了些维护技能,工资也涨了。所以说到底,检测不是为了炫技,是真的要帮一线解决问题。那些在空中楼阁上谈‘智能制造’的,趁早歇了吧。