挤压工艺的现场笔记:从一根铝型材说起
前两天去车间,看见挤压机正吐出一根通红发亮的型材。那温度,隔着几米都烫脸。突然就想起刚入行那会儿,傻傻分不清正挤压和反挤压,被师傅骂得狗血喷头……
现在好多搞设计的年轻人,图纸画得飞起,但一到挤压现场就发懵。比如,明明选了 6061 合金,为什么挤压出来表面全是撕裂痕?说实话,这事儿还真不能全赖材料。
温度!温度!还是温度!
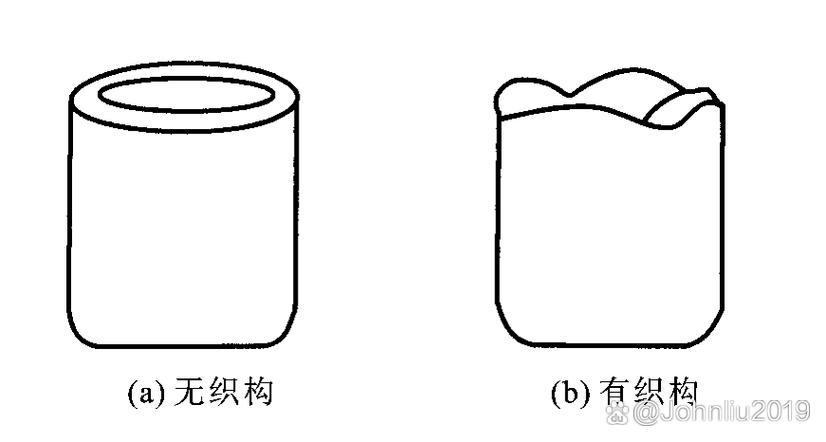
挤压不是什么玄学,但控温绝对是门手艺。铝棒预热温度、挤压筒温度、模具温度——三个数凑不齐,出来的东西就是废品。有次我们做薄壁多腔型材,模具温度低了10℃,结果……整批货内壁全是波纹,客户当场翻脸。后来学乖了,上红外测温仪实时监控,再没出过这种丢人的事儿。
 挤压车间红外测温仪监控铝棒温度现场
挤压车间红外测温仪监控铝棒温度现场
但也不是温度越高越好。4043 铝合金你试试把棒温干到 500℃?过烧了,晶粒粗大,一上拉力机就脆断。这种坑我跳过,你呢?
再说挤压速度,这事儿跟合金牌号强相关。软合金(像 6063)可以跑飞快,每分钟七八十米都行;换 7075 硬合金,你还这么猛,模具立马崩口。所以做工业铝型材的,一般都偏爱 6063,好挤,表面还亮。建筑门窗、流水线框架,大半是它。
模具:那个被误解的耗材
多少人把挤压模具当普通工装看?真是冤。一套好的热作模具钢(H13 是标配吧),热处理要三次回火,硬度得勾在 48-52 HRC 之间。软了磨损快,硬了容易崩。前一阵我负责的一个项目,上机 2000 支就出现严重粘铝,拆下来一看,工作带氮化层剥落得跟头皮屑似的。
修模师傅老李头有句口头禅:“宁修三个新模,不改一个旧模。”为什么?因为旧模的应力状态你摸不透,说不定哪次补焊完,下次上机直接裂成两半。真的,我见过一次,碎片飞出来差点伤人。
搞精密挤压的,现在都上模流仿真了吧?比如用 QForm 或者 HyperXtrude。导流腔、分流孔、工作带长度这些关键结构,参数没调对,模拟出来金属流速差一大截,实际挤出来肯定扭、弯、扩口。不信你试试,一个不对称截面的型材,仿真时把引流槽偏置 0.3mm,流速立马不一样。这玩意儿,上机前必须反复算。
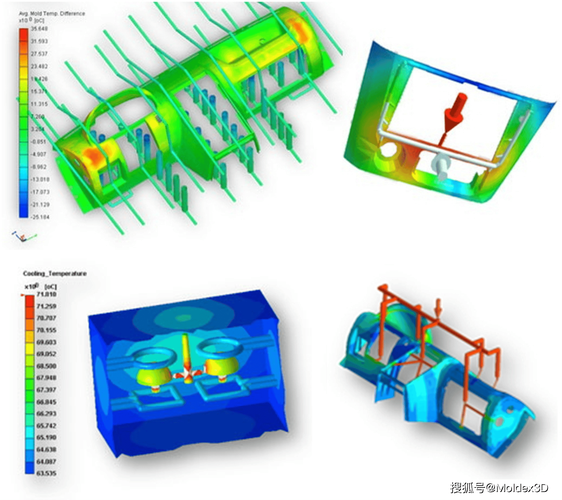 挤压模具模流仿真软件界面速度场分析
挤压模具模流仿真软件界面速度场分析
问答:那些老师傅才懂的痛点
问:挤出的型材弯曲怎么调?模具修了多次还是弯。
答:别光盯着模具!先看出口导路是不是对中,牵引机张力均匀不。另外,冷却不均匀也会弯——型材出来一头淋水一头干,热应力直接给你扭成麻花。我们有一次专门做了个均冷风环,才彻底解决。记住,模具流速不均只是弯曲原因之一,有时候是外部因素。
问:挤压比到底怎么选?公式我会,但实际经验是什么?
答:书上那套 λ=20~80 太宽泛了。我的经验,建筑型材 λ 可以干到 120,因为形状简单;但工业材,尤其是带悬臂的散热器型材,λ 最好别超 30,否则悬臂根部撕裂风险剧增。有次我冒险把 λ 压到 18,挤出来的齿片饱满得一批,成品率直接涨了 5 个百分点。所以公式是死的,胆子要大,但更要懂后果。
对了,提一嘴静液挤压——这技术冷门,但搞镁合金、钛合金很有前途。高压液体代替传统挤压垫,摩擦小得惊人,表面光洁度能到 Ra 0.8。可惜设备贵,密封件耗材也烧钱,国内没几家舍得用。
还有等温挤压,理念特好,全程恒温,组织均匀。但实际生产中,靠模具加热棒加风冷,想做到±5℃以内太难了,尤其夏天车间四十度,温控系统跟过山车一样。所以大多时候我们追求的是“近等温”,别把自己逼死。
废品这事儿,不说不知道。挤压工序的废品率一般在 3%-8%,这里面缩尾占大头。特别是反向挤压,残料留少了,缩尾直接拖进成品里,一拽就分层。所以切尾长度,工艺卡上写 150mm,现场班长为了省料切 100mm,你猜怎么着?被质检逮到,整批报废。唉,短视!
最近我们试了一种连续挤压小改造,在康丰机上加了个在线淬火装置,直接挤制 6061 异形管,省掉了后序固溶。强度能达到 T6 的 90%,成本降了 20%。这种野路子,论文里可不太写,但真管用。
就说这些吧。挤压这门手艺,说到底,是钢与火的艺术,还有一线那帮满头大汗的人。别只在电脑前面模拟,去现场摸摸那滚烫的挤制品,手感比啥都真实。