拉深工艺里那些“反常识”操作,搞懂了你就是车间大神
你信不信?有人干了一辈子冲压,还是在拉深上栽跟头。
说出来你可能不信——上周隔壁厂那个干了十五年的老师傅,把一批304不锈钢筒形件全拉裂了。报废率30%!老板脸都绿了。他跑来问我:明明模具、机床、润滑油都没换,咋就突然不行了?
我看了看他的工艺卡,笑了。间隙放得太大——他觉得不锈钢硬,得留足空间。结果呢?材料流动失控,侧壁一受力,直接撕裂。
拉深这玩意儿,真不是力气活儿。它是个精细到让人抓狂的系统工程。有时候,你以为的“正确操作”,恰恰是废品的根源。
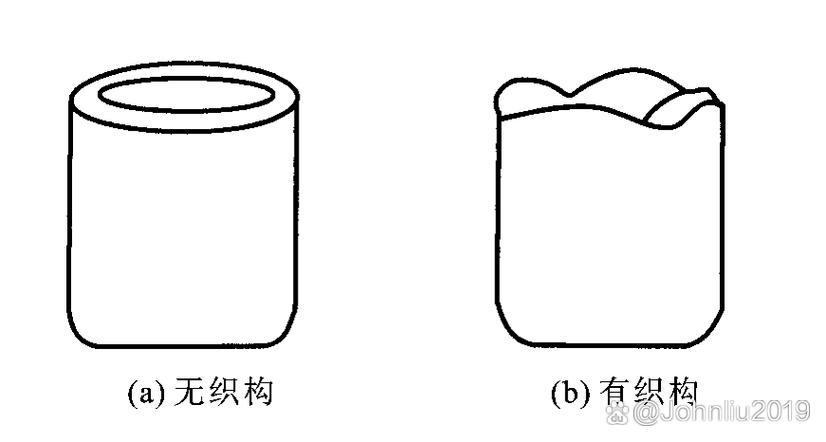
各向异性是头号陷阱。轧制板材在不同方向上的力学性能差异,会让你在拉深时看到一边高一边低的“制耳”现象。别小看这四个耳朵,后续修边能多废掉15%的材料。怎么破?调整毛坯形状,或者在拉深前增加一道预成形工序。再不然,换材料供应商试试?有些钢厂的深冲板,r值(厚向异性系数)能做到2.0以上,流动均匀性就好得多。
 拉深件制耳现象对比照片
拉深件制耳现象对比照片
说到r值,别只盯着抗拉强度。深冲钢的r值比强度重要多了。r>1.5才算及格,汽车覆盖件用的IF钢甚至要2.0以上。屈服强度也关键——低的屈服点意味着材料更容易进入塑性变形,但太低了又容易起皱。矛盾吧?这就是拉深的魅力。
有一次我试模,间隙就多放了0.02毫米,结果圆筒件口部出现轻微外扩。测量全部超差。折腾了一整天,最后才发现是凹模镶块的热膨胀在作祟。后来加了个冷却装置,问题解决。你说这不是玄学?
压边力更是玄学中的玄学。力小了,法兰起皱;力大了,壁部拉裂。而且这个力在拉深全程还得变——初始阶段要大些压住料,中期适当减小让材料流入,后期又得加大防止回弹。全靠伺服压力机或者液压垫的闭环控制。老设备?全靠手感。我见过一个钳工,调压边力调了足足八小时,最后把气垫压力曲线画在纸上,反复微调才搞定。
拉深模具压边圈结构剖面图
这些坑,我替你踩过了——快问快答
问:为什么我用了最好的润滑油,拉深件还是起皱?
答:你以为润滑油是万能神油?起皱的根本原因是压边力不足以抑制法兰部分的切向压缩。润滑油只是减小了摩擦,让材料更容易流动。如果压边力本身不够,你越润滑,材料跑得越快,起皱反而更严重。先检查压边力是否均匀——用富士感压纸测一下压边圈与板料的接触。很多时候是压边圈磨损或不平,造成局部压力缺失。
另外,润滑也得看位置。凸模侧壁最好别润滑,需要摩擦力来帮助传递拉力;凹模圆角和压边面才需要润滑。搞反了?等着缩颈或拉裂吧。
问:不锈钢拉深总拉裂怎么办?
答:不锈钢加工硬化快,一次拉深极限比碳钢低。如果总在同一个位置开裂,先看是不是圆角半径太小——凹模圆角半径要大于板厚的10倍,凸模圆角也要足够。其次,中间退火可能是必要的。别死磕一次成型,拉一两次后退火,消除硬化,再继续拉深。还有,改用氯化石蜡型极压润滑剂,效果比普通拉深油好得多。记住,不锈钢拉深速度要慢,每分钟15~20次就算快的了。
热拉深?润滑策略全变。镁合金、钛合金常需加热拉深,温度300℃以上,普通润滑油瞬间蒸发。这时得用石墨、二硫化钼等固体润滑剂。涂覆方式也讲究——喷涂太厚,气体会在模具表面形成点蚀;太薄,直接干磨。我测试过氮化硼涂层,在钛板热拉深里表现惊艳,成本嘛...老板听了想打人。
有时候,你遇到的不是润滑问题,是模具材料问题。凹模用硬质合金或陶瓷涂层(比如TiAlN),能大幅降低摩擦力。我们车间有一副拉深模,镶了陶瓷环,寿命从两万次提到八万次。初期投入贵,长期看血赚。
反拉深?正拉深? 书上都教正拉深,但反拉深省工序时更妙。一个带法兰的筒形件,先正拉深出杯形,再反转过来拉深出台阶——壁厚变薄均匀性更好。问题是对毛坯定位要求极高,自动化产线搞反拉深,传感器不够灵敏的话,分分钟撞模具。
我特别迷一种“差温拉深”技术:凹模加热、凸模冷却。温度梯度让法兰区塑性提高,传力区强度不降,拉深比能突破极限。实验室数据能到3.0以上!虽然量产推广难,但思路很有启发性。
汽车翼子板拉深模具现场照片
最后说句扎心的:别看仿真软件模拟得天花乱坠,实际调模时,别完全信那套。网格畸变、摩擦系数、材料本构,随便一个参数偏差,模拟结果就飞了。好工艺是试出来的,是在车间摸爬滚打攒下的。下次遇上拉深废品,别急着抱怨模具——从头到尾,再想一遍材料、间隙、压边、润滑、速度、温度。也许答案就在你最忽视的那个参数里。
行了,今天就聊这么多。下次上机前,再想想这些细节。
说出来你可能不信——上周隔壁厂那个干了十五年的老师傅,把一批304不锈钢筒形件全拉裂了。报废率30%!老板脸都绿了。他跑来问我:明明模具、机床、润滑油都没换,咋就突然不行了?
我看了看他的工艺卡,笑了。间隙放得太大——他觉得不锈钢硬,得留足空间。结果呢?材料流动失控,侧壁一受力,直接撕裂。
拉深这玩意儿,真不是力气活儿。它是个精细到让人抓狂的系统工程。有时候,你以为的“正确操作”,恰恰是废品的根源。
搞拉深,先跟材料“交个朋友”
很多人一上来就盯着模具,却忽略了最根本的东西:你手里那块板料。不同材料在拉深时的脾气天差地别——低碳钢像温顺的绵羊,不锈钢就是倔驴,铝合金?简直是个碰瓷的。稍微不注意,它就开始起皱、拉裂,给你脸色看。各向异性是头号陷阱。轧制板材在不同方向上的力学性能差异,会让你在拉深时看到一边高一边低的“制耳”现象。别小看这四个耳朵,后续修边能多废掉15%的材料。怎么破?调整毛坯形状,或者在拉深前增加一道预成形工序。再不然,换材料供应商试试?有些钢厂的深冲板,r值(厚向异性系数)能做到2.0以上,流动均匀性就好得多。
 拉深件制耳现象对比照片
拉深件制耳现象对比照片
说到r值,别只盯着抗拉强度。深冲钢的r值比强度重要多了。r>1.5才算及格,汽车覆盖件用的IF钢甚至要2.0以上。屈服强度也关键——低的屈服点意味着材料更容易进入塑性变形,但太低了又容易起皱。矛盾吧?这就是拉深的魅力。
模具间隙:差之毫厘,废品千里
回来说说让老师傅翻车的“间隙”。凸模和凹模之间的单边间隙,通常是板厚的1.05到1.15倍。但这是教科书上的数字——现实里,你必须考虑材料回弹、模具弹性变形,甚至车间温度。夏天和冬天,同一套模出的件都不一样!有一次我试模,间隙就多放了0.02毫米,结果圆筒件口部出现轻微外扩。测量全部超差。折腾了一整天,最后才发现是凹模镶块的热膨胀在作祟。后来加了个冷却装置,问题解决。你说这不是玄学?
压边力更是玄学中的玄学。力小了,法兰起皱;力大了,壁部拉裂。而且这个力在拉深全程还得变——初始阶段要大些压住料,中期适当减小让材料流入,后期又得加大防止回弹。全靠伺服压力机或者液压垫的闭环控制。老设备?全靠手感。我见过一个钳工,调压边力调了足足八小时,最后把气垫压力曲线画在纸上,反复微调才搞定。
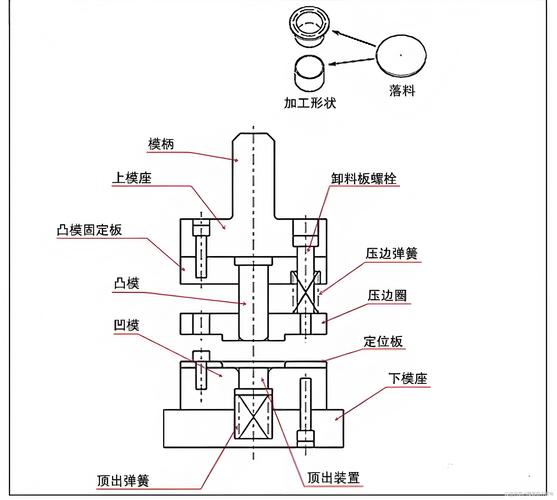 拉深模具压边圈结构剖面图
拉深模具压边圈结构剖面图
这些坑,我替你踩过了——快问快答
 这些坑,我替你踩过了——快问快答
问:为什么我用了最好的润滑油,拉深件还是起皱?
这些坑,我替你踩过了——快问快答
问:为什么我用了最好的润滑油,拉深件还是起皱?答:你以为润滑油是万能神油?起皱的根本原因是压边力不足以抑制法兰部分的切向压缩。润滑油只是减小了摩擦,让材料更容易流动。如果压边力本身不够,你越润滑,材料跑得越快,起皱反而更严重。先检查压边力是否均匀——用富士感压纸测一下压边圈与板料的接触。很多时候是压边圈磨损或不平,造成局部压力缺失。
另外,润滑也得看位置。凸模侧壁最好别润滑,需要摩擦力来帮助传递拉力;凹模圆角和压边面才需要润滑。搞反了?等着缩颈或拉裂吧。
问:不锈钢拉深总拉裂怎么办?
答:不锈钢加工硬化快,一次拉深极限比碳钢低。如果总在同一个位置开裂,先看是不是圆角半径太小——凹模圆角半径要大于板厚的10倍,凸模圆角也要足够。其次,中间退火可能是必要的。别死磕一次成型,拉一两次后退火,消除硬化,再继续拉深。还有,改用氯化石蜡型极压润滑剂,效果比普通拉深油好得多。记住,不锈钢拉深速度要慢,每分钟15~20次就算快的了。
润滑:别只盯着油品牌,懂机理才叫牛
拉深润滑不是抹点油那么简单。边界润滑和流体润滑的切换,直接决定拉深极限。当模具与板料间的油膜被挤破,金属直接接触就离拉裂不远了。所以,油的极压性、耐温性、黏度,都得和工艺匹配。热拉深?润滑策略全变。镁合金、钛合金常需加热拉深,温度300℃以上,普通润滑油瞬间蒸发。这时得用石墨、二硫化钼等固体润滑剂。涂覆方式也讲究——喷涂太厚,气体会在模具表面形成点蚀;太薄,直接干磨。我测试过氮化硼涂层,在钛板热拉深里表现惊艳,成本嘛...老板听了想打人。
有时候,你遇到的不是润滑问题,是模具材料问题。凹模用硬质合金或陶瓷涂层(比如TiAlN),能大幅降低摩擦力。我们车间有一副拉深模,镶了陶瓷环,寿命从两万次提到八万次。初期投入贵,长期看血赚。
工艺是死的,人是活的——变通才有出路
同一张图纸,换台冲床可能就拉不出来。因为冲床的滑块行程曲线、下死点精度不一样。液压机受控于油温,早晨和傍晚的零件尺寸会飘。气动摩擦离合器压力波动也会影响拉深速度。反拉深?正拉深? 书上都教正拉深,但反拉深省工序时更妙。一个带法兰的筒形件,先正拉深出杯形,再反转过来拉深出台阶——壁厚变薄均匀性更好。问题是对毛坯定位要求极高,自动化产线搞反拉深,传感器不够灵敏的话,分分钟撞模具。
我特别迷一种“差温拉深”技术:凹模加热、凸模冷却。温度梯度让法兰区塑性提高,传力区强度不降,拉深比能突破极限。实验室数据能到3.0以上!虽然量产推广难,但思路很有启发性。
 汽车翼子板拉深模具现场照片
汽车翼子板拉深模具现场照片
最后说句扎心的:别看仿真软件模拟得天花乱坠,实际调模时,别完全信那套。网格畸变、摩擦系数、材料本构,随便一个参数偏差,模拟结果就飞了。好工艺是试出来的,是在车间摸爬滚打攒下的。下次遇上拉深废品,别急着抱怨模具——从头到尾,再想一遍材料、间隙、压边、润滑、速度、温度。也许答案就在你最忽视的那个参数里。
行了,今天就聊这么多。下次上机前,再想想这些细节。