滚压加工为什么在精密制造中突然火了?
最近跑了几个做汽车零部件的厂子,发现一个有意思的现象——五年前还门可罗雀的冷滚压车间,现在居然三班倒都忙不过来。做齿轮的老王叼着烟跟我吐槽:“早听你的上滚压设备,也不至于去年丢了三菱那批单子。”我笑着没接话,心里想的是:制造业有时候就是这样,一个工艺转折点往往不是因为技术新,而是成本结构悄悄变了。
说起滚压,很多搞机加工的第一反应还是“那玩意儿精度能行吗”——说实话,十年前这么问没毛病。但现在的多轴数控滚压机,轴向定位精度能干到±0.02mm以内,甚至一些进口设备的重复定位比某些加工中心还稳。
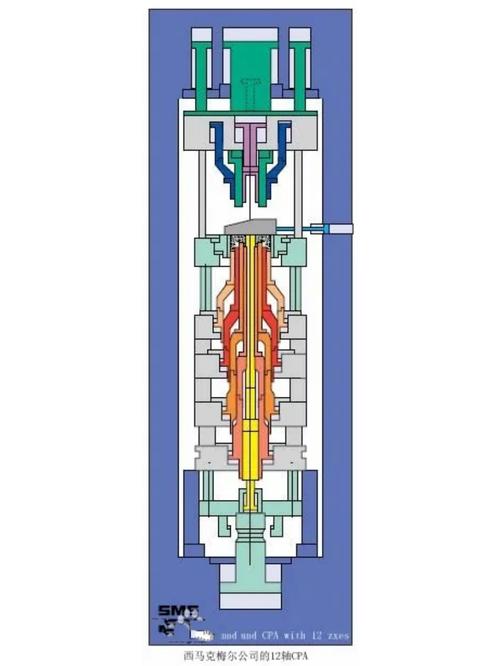
 三轴滚压加工梯形丝杆现场 金属塑性变形
不过话又说回来,滚压不是万能药。我记得去年有个做不锈钢螺栓的小厂,兴冲冲买了台二手滚丝机,结果滚出来的螺纹三天就出现微裂纹——后来一查,问题出在润滑上。冷滚压时的接触应力能飙到2000MPa以上,没有专用的极压润滑剂,模具轮和工件之间根本扛不住。所以不是工艺不行,是细节抠不到位。
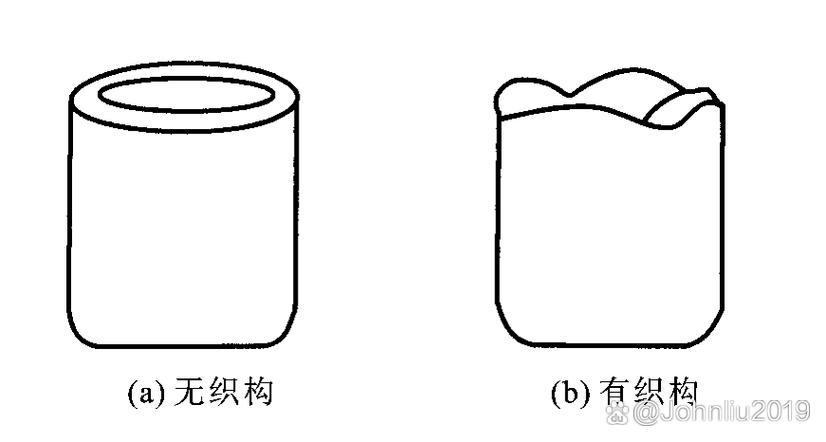
钛合金骨钉滚压强化微观组织金相图
设备选型里的坑,多到你想不到
现在市面上的滚压设备五花八门,从三万的简易滚丝机到三百万的数控滚压中心,跨度巨大。但说实话,很多人栽在“伪数控”上——有些小厂把普通液压机加个伺服电机就敢叫数控滚压机,实际控制精度一塌糊涂。
💡强烈建议:如果做精密零件,一定要看设备的闭环反馈系统是不是真实时在调控。好的滚压机,在挤入阶段能实时监测接触力斜率,一旦异常立刻补偿,这玩意儿靠后期调参数根本补不回来。另外滚压轮的材质更要警惕:用普通Cr12MoV做模具轮,压铝件还行,压不锈钢撑不过两万件就掉块;想长寿必须上粉末高速钢甚至硬质合金,尤其遇到带尖锐螺旋角的工件。
问:我们厂做小批量多品种,上滚压自动化划不划算?
答:这问题经常被问到。坦白讲,如果年产量低于五千件,买专用滚压设备的确烧钱。但是——你可以考虑通用型滚压头啊!把它装到数控车床刀塔上,编程时配合主轴分度,一样能实现端面滚花、径向滚槽。成本只有专用机的十分之一,灵活性还高。我们车间那台老斗山数控车,去年加了个德国产滚压刀座,现在连油泵齿轮的渐开线花键都能干,简直就是文艺复兴!
最后聊点趋势。这两年增材制造很火,但很少人注意到滚压跟3D打印的结合——激光熔覆后的零件表面粗糙度太大,用滚压后处理既能封闭气孔又能提升疲劳强度,这招在修复大型曲轴时简直是降维打击。另外,数字孪生也开始渗透到滚压工艺里了,输入材料参数后直接模拟滚压轮轨迹和残余应力场,省去打样试错的痛苦。
其实滚压从来不是什么新工艺,但就像那句老话——旧瓶装新酒,得看是谁在装。当材料成本、人工成本一起倒逼的时候,把金属像揉面团一样塑造的滚压,突然就成了最聪明的解法。
三轴滚压加工梯形丝杆现场 金属塑性变形
不过话又说回来,滚压不是万能药。我记得去年有个做不锈钢螺栓的小厂,兴冲冲买了台二手滚丝机,结果滚出来的螺纹三天就出现微裂纹——后来一查,问题出在润滑上。冷滚压时的接触应力能飙到2000MPa以上,没有专用的极压润滑剂,模具轮和工件之间根本扛不住。所以不是工艺不行,是细节抠不到位。
钛合金骨钉滚压强化微观组织金相图
设备选型里的坑,多到你想不到
现在市面上的滚压设备五花八门,从三万的简易滚丝机到三百万的数控滚压中心,跨度巨大。但说实话,很多人栽在“伪数控”上——有些小厂把普通液压机加个伺服电机就敢叫数控滚压机,实际控制精度一塌糊涂。
💡强烈建议:如果做精密零件,一定要看设备的闭环反馈系统是不是真实时在调控。好的滚压机,在挤入阶段能实时监测接触力斜率,一旦异常立刻补偿,这玩意儿靠后期调参数根本补不回来。另外滚压轮的材质更要警惕:用普通Cr12MoV做模具轮,压铝件还行,压不锈钢撑不过两万件就掉块;想长寿必须上粉末高速钢甚至硬质合金,尤其遇到带尖锐螺旋角的工件。
问:我们厂做小批量多品种,上滚压自动化划不划算?
答:这问题经常被问到。坦白讲,如果年产量低于五千件,买专用滚压设备的确烧钱。但是——你可以考虑通用型滚压头啊!把它装到数控车床刀塔上,编程时配合主轴分度,一样能实现端面滚花、径向滚槽。成本只有专用机的十分之一,灵活性还高。我们车间那台老斗山数控车,去年加了个德国产滚压刀座,现在连油泵齿轮的渐开线花键都能干,简直就是文艺复兴!
最后聊点趋势。这两年增材制造很火,但很少人注意到滚压跟3D打印的结合——激光熔覆后的零件表面粗糙度太大,用滚压后处理既能封闭气孔又能提升疲劳强度,这招在修复大型曲轴时简直是降维打击。另外,数字孪生也开始渗透到滚压工艺里了,输入材料参数后直接模拟滚压轮轨迹和残余应力场,省去打样试错的痛苦。
其实滚压从来不是什么新工艺,但就像那句老话——旧瓶装新酒,得看是谁在装。当材料成本、人工成本一起倒逼的时候,把金属像揉面团一样塑造的滚压,突然就成了最聪明的解法。
到底什么是滚压?别拿它当“搓丝”的升级版
很多人把滚压和搓丝混为一谈,其实逻辑不一样。搓丝是两块牙板来回搓动,材料流动剧烈但可控性差;滚压是旋转的模具轮逐渐挤入工件表面,通过塑性变形把材料“赶”成想要的形状。比如做一根高精度梯形丝杆,现在更聪明的做法不是车削,而是用三个滚压轮冷态挤压成型——不仅省料30%以上,表面粗糙度直接干到Ra0.4,后续磨削都省了。 三轴滚压加工梯形丝杆现场 金属塑性变形
不过话又说回来,滚压不是万能药。我记得去年有个做不锈钢螺栓的小厂,兴冲冲买了台二手滚丝机,结果滚出来的螺纹三天就出现微裂纹——后来一查,问题出在润滑上。冷滚压时的接触应力能飙到2000MPa以上,没有专用的极压润滑剂,模具轮和工件之间根本扛不住。所以不是工艺不行,是细节抠不到位。
三轴滚压加工梯形丝杆现场 金属塑性变形
不过话又说回来,滚压不是万能药。我记得去年有个做不锈钢螺栓的小厂,兴冲冲买了台二手滚丝机,结果滚出来的螺纹三天就出现微裂纹——后来一查,问题出在润滑上。冷滚压时的接触应力能飙到2000MPa以上,没有专用的极压润滑剂,模具轮和工件之间根本扛不住。所以不是工艺不行,是细节抠不到位。
为什么现在大家都开始盯上滚压?
❗成本,赤裸裸的成本。拿汽车底盘上一颗M14的高强度螺栓来说:传统切削法,从棒料到成品,材料去除率差不多要25%,而且切屑回收麻烦;用冷镦加滚压螺纹的方式,材料利用率直接拉到95%以上,单件成本能压掉四成。更关键的是——滚压后的螺纹根部是流线型纤维组织,抗疲劳寿命比切削螺纹高出一大截。大众的底盘工程师几年前就在PQ46平台下了死命令:关键连接副必须用滚压螺纹,否则寿命试验过不了。 有些聪明人已经在跨界用滚压了。比如医疗植入物——骨钉表面用微滚压强化后,微观硬度均匀性提升两个等级,病人术后愈合期缩短15%左右(这是上海一家骨科器械厂私下给的数据,论文还没发)。听起来有点疯狂?但搞制造的就是要敢试。 问:滚压加工针对不锈钢和钛合金,参数设置差别大吗? 答:非常大!不锈钢的加工硬化敏感,压下量一般控制在0.1~0.3mm/次,进给速度要慢;钛合金弹性模量低,回弹严重——所以滚压钛合金时,模具轮的过切量通常比不锈钢多设20%~30%,而且必须用油性冷却液,否则粘模粘到你怀疑人生。我第一次压TC4时,因为冷却不到位,五分钟模具轮就拉废了,两千块打水漂的经验,刻骨铭心。 钛合金骨钉滚压强化微观组织金相图
钛合金骨钉滚压强化微观组织金相图
设备选型里的坑,多到你想不到
 设备选型里的坑,多到你想不到
现在市面上的滚压设备五花八门,从三万的简易滚丝机到三百万的数控滚压中心,跨度巨大。但说实话,很多人栽在“伪数控”上——有些小厂把普通液压机加个伺服电机就敢叫数控滚压机,实际控制精度一塌糊涂。
💡强烈建议:如果做精密零件,一定要看设备的闭环反馈系统是不是真实时在调控。好的滚压机,在挤入阶段能实时监测接触力斜率,一旦异常立刻补偿,这玩意儿靠后期调参数根本补不回来。另外滚压轮的材质更要警惕:用普通Cr12MoV做模具轮,压铝件还行,压不锈钢撑不过两万件就掉块;想长寿必须上粉末高速钢甚至硬质合金,尤其遇到带尖锐螺旋角的工件。
问:我们厂做小批量多品种,上滚压自动化划不划算?
答:这问题经常被问到。坦白讲,如果年产量低于五千件,买专用滚压设备的确烧钱。但是——你可以考虑通用型滚压头啊!把它装到数控车床刀塔上,编程时配合主轴分度,一样能实现端面滚花、径向滚槽。成本只有专用机的十分之一,灵活性还高。我们车间那台老斗山数控车,去年加了个德国产滚压刀座,现在连油泵齿轮的渐开线花键都能干,简直就是文艺复兴!
最后聊点趋势。这两年增材制造很火,但很少人注意到滚压跟3D打印的结合——激光熔覆后的零件表面粗糙度太大,用滚压后处理既能封闭气孔又能提升疲劳强度,这招在修复大型曲轴时简直是降维打击。另外,数字孪生也开始渗透到滚压工艺里了,输入材料参数后直接模拟滚压轮轨迹和残余应力场,省去打样试错的痛苦。
其实滚压从来不是什么新工艺,但就像那句老话——旧瓶装新酒,得看是谁在装。当材料成本、人工成本一起倒逼的时候,把金属像揉面团一样塑造的滚压,突然就成了最聪明的解法。
设备选型里的坑,多到你想不到
现在市面上的滚压设备五花八门,从三万的简易滚丝机到三百万的数控滚压中心,跨度巨大。但说实话,很多人栽在“伪数控”上——有些小厂把普通液压机加个伺服电机就敢叫数控滚压机,实际控制精度一塌糊涂。
💡强烈建议:如果做精密零件,一定要看设备的闭环反馈系统是不是真实时在调控。好的滚压机,在挤入阶段能实时监测接触力斜率,一旦异常立刻补偿,这玩意儿靠后期调参数根本补不回来。另外滚压轮的材质更要警惕:用普通Cr12MoV做模具轮,压铝件还行,压不锈钢撑不过两万件就掉块;想长寿必须上粉末高速钢甚至硬质合金,尤其遇到带尖锐螺旋角的工件。
问:我们厂做小批量多品种,上滚压自动化划不划算?
答:这问题经常被问到。坦白讲,如果年产量低于五千件,买专用滚压设备的确烧钱。但是——你可以考虑通用型滚压头啊!把它装到数控车床刀塔上,编程时配合主轴分度,一样能实现端面滚花、径向滚槽。成本只有专用机的十分之一,灵活性还高。我们车间那台老斗山数控车,去年加了个德国产滚压刀座,现在连油泵齿轮的渐开线花键都能干,简直就是文艺复兴!
最后聊点趋势。这两年增材制造很火,但很少人注意到滚压跟3D打印的结合——激光熔覆后的零件表面粗糙度太大,用滚压后处理既能封闭气孔又能提升疲劳强度,这招在修复大型曲轴时简直是降维打击。另外,数字孪生也开始渗透到滚压工艺里了,输入材料参数后直接模拟滚压轮轨迹和残余应力场,省去打样试错的痛苦。
其实滚压从来不是什么新工艺,但就像那句老话——旧瓶装新酒,得看是谁在装。当材料成本、人工成本一起倒逼的时候,把金属像揉面团一样塑造的滚压,突然就成了最聪明的解法。