吹塑这活儿,真不是调调参数那么简单
上周又报废了2000个瓶子。
原因?瓶身气泡,密密麻麻,像癞蛤蟆的背。客户当场翻脸,老板脸色铁青,我蹲在车间里一根接一根地抽烟——真的,有时候不是不想做好,是吹塑这东西,变量太多,比女人的心思还难猜。原料批次、模温、螺杆转速、吹气压力……哪怕同一个参数,夏天和冬天都能给你整出两种结果,你敢信?
干了十五年,我总结了八个字:经验是锤子,理论是钉子。没有锤子,光有钉子,你钉不进去;没有钉子,光有锤子,你砸个寂寞。今天不扯大道理,就聊聊那些书本上不爱写、但车间里天天见的东西。你看完如果觉得“这哥们儿说的就是我”,那咱就算同道中人。
原料:PE还是PP?别光看价格
很多小厂老板,一见原料涨价就换牌号,觉得“差不多”。差不多?差远了!吹塑用的聚乙烯(PE)和聚丙烯(PP),熔指、密度、分子量分布哪怕差一丁点,型坯下垂、熔体破裂就全来了。我记得2018年,厂里贪便宜进了一批回收料,结果挤出的管坯像鼻涕一样往下淌,根本挂不住模腔,生产线上全是废料。老板脸都绿了,从此再不敢省那几百块。
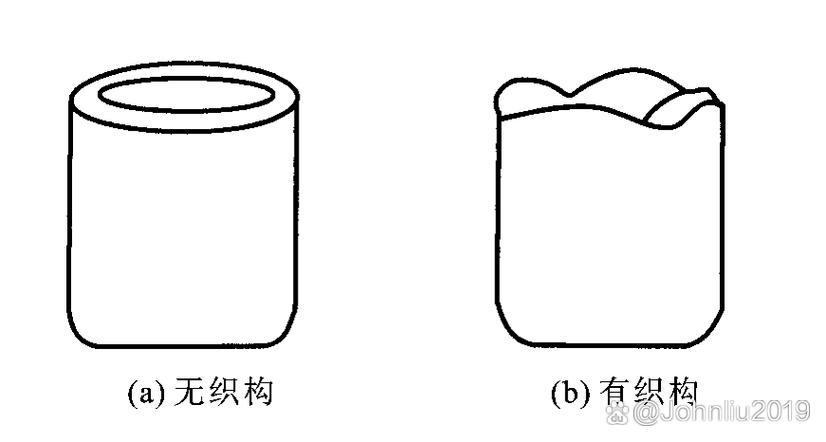
选料,我个人的土办法是:先看熔指,中空吹塑一般用熔指0.3~1.0g/10min的料,水瓶、药瓶用0.5左右的,大桶用0.3的;再看分子量分布,宽分布的确好加工,但韧性会牺牲,窄分布则反之。说实话,现在很多国产料稳定性已经不错了,比如独山子石化的5401,齐鲁的6098,比某些洋品牌还靠谱。关键是,别混用,别混用,别混用!重要的事说三遍。哪怕同一品牌不同批号,最好也先打个小试。
 吹塑原料颗粒料料仓上料图
吹塑原料颗粒料料仓上料图
还有个坑:色母粒。有些色母载体跟基料不兼容,一混合,塑化时直接分层,制品表面全是流痕。我就吃过亏,一批蓝色桶,全成了“青一块紫一块”的艺术品,后来跟色母厂吵了半天,才发现他们偷偷换了载体树脂。所以,色母一定要选跟基料同载体的,而且添加比例别超2%,否则型坯强度急剧下降。
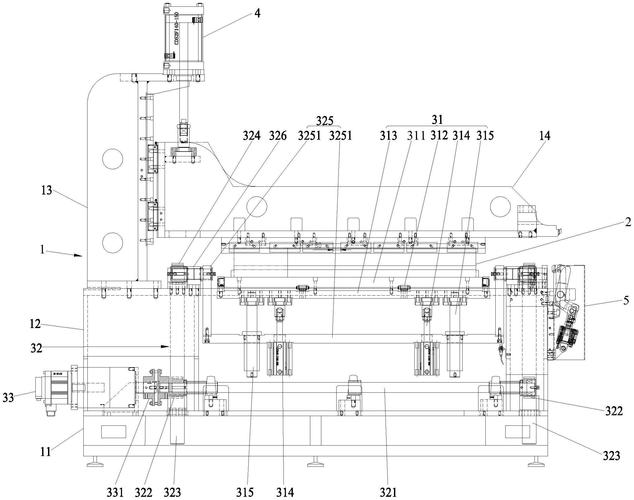
设备:螺杆和模头,才是隐形的血压计
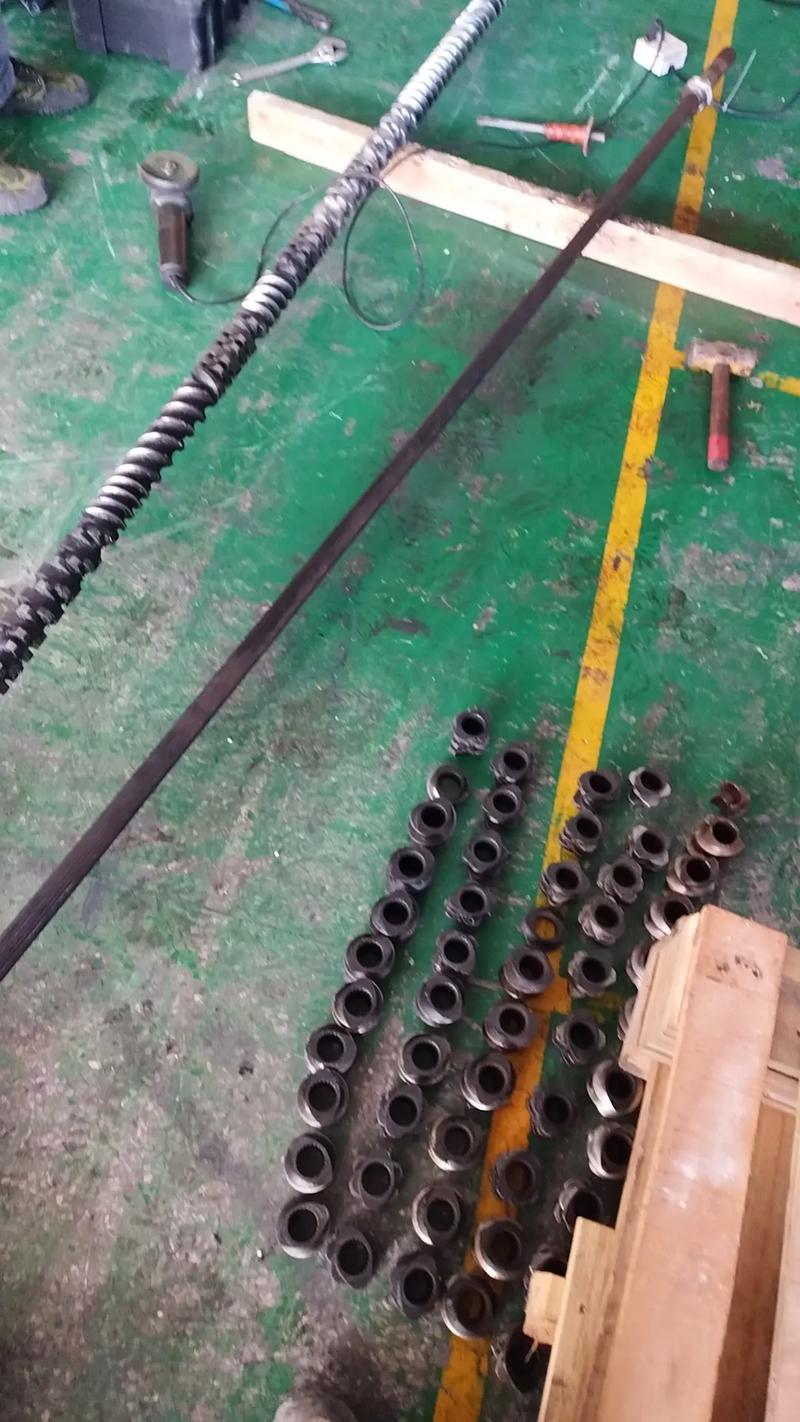
吹塑机这玩意儿,核心就两块:挤出系统和模头。有人说,我这台老机器都用了十年了,不照样干活?是啊,干是能干,但螺杆磨损你考虑过吗?螺杆与机筒间隙变大,逆流增加,塑化变差,你不得不提高转速或温度,结果料更焦,制品发黑、发脆。我们厂那台八十年代的进口机,去年大修,螺杆一拔出来,螺纹都快磨平了,怪不得一开机就嘎嘎响,像个哮喘病人。
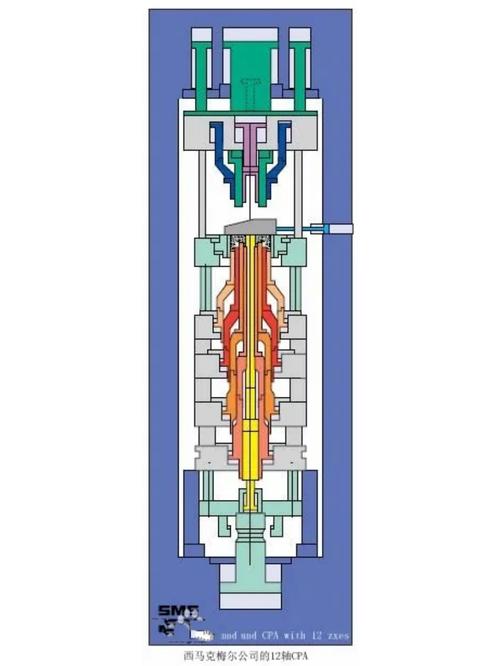
模头更娇贵。模头设计,储料缸、芯棒、口模间隙,都对制品壁厚均匀度有致命影响。特别是异形型坯,口模出口形状不是简单的圆环,需要根据制品轮廓反算流道补偿。这东西靠软件模拟?可以,但实际调试时,还是得靠师傅的手感,一点点修磨模口。我见过一个老师傅,拿锉刀手工修了三天,壁厚偏差从±0.3mm降到±0.05mm,不服不行。现在很多年轻人不愿干这苦活,都想着编程搞定,但有些手感,AI真不行。
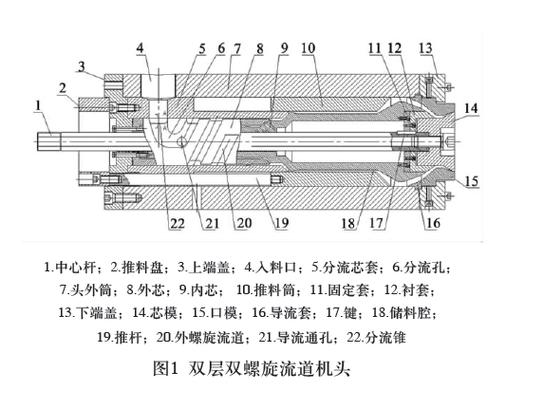 吹塑模头内部流道结构图
吹塑模头内部流道结构图
问:吹塑机选型,到底看什么?
答:第一,看你做什么产品。小瓶子(20L)用储料缸式挤吹,关键是储料量、二次充填和壁厚电液伺服控制——没有伺服,你就等着壁厚不均吧。第二,看产量。别光听销售吹24小时不停机,实际有效产能打8折。第三,也是很多人忽略的,能耗。一台节能型机器的电费一年能省出半台机器,特别是晚上电费便宜的时候,你懂的。
工艺:温度、压力、冷却,一个都不能任性
开工前调参数,我习惯先看机筒温度分布。加料段温度过高,料过早熔化,容易堵料;压缩段温度不够,塑化不良,型坯表面粗糙;计量段温度要稳定,否则挤出量波动。我自己的经验:PE吹塑,机筒温度从进料段180℃到模头200℃,逐渐升高,但模头温度反而低几度,防止黏糊。P P的话,整体高20~30℃。还有,模头与口模要单独控温,差一度,熔体强度就不同,型坯下垂速度就变了。
吹气压力更是个玄学。低压吹胀,制品形状不饱满;高压,飞边严重,甚至撑破模具。一般瓶子气压0.4~0.7MPa,大桶0.6~1.0MPa。但气压稳定不?空压机储气罐够大吗?管路漏气吗?这些小问题能搞死你。我们有一次夏天,空压机安装在房顶暴晒,压力波动巨大,产品一会儿大一会儿小,后来加个遮阳棚解决了,你说找谁说理去?
冷却时间长?效率低?其实模具冷却水道设计比什么都重要。很多模具为了省成本,水道乱钻,温度不均匀,制品该收缩的地方不收缩,翘曲得跟薯片一样。建议随形冷却,用激光烧结镶块,虽然贵,但成型周期能缩短1/3,那点钱几个月就回本了。
问:吹塑产品出现气泡、银纹,咋整?
答:90%是原料含水份!塑料要干燥,特别是尼龙、PC这些,烘料温度和时间必须够。PE、PP虽然吸水性小,但回收料冲洗后没干燥彻底,照样起泡。剩下10%可能是降解超温、模头内有挥发物,或者抽真空不够。我的处理顺序:先查干燥机露点,-40℃以下才正常;然后看料筒温度是不是局部过高;最后用清机料洗炮筒,把沉积焦料排出来。再不行,就停机拆模头清理。
质量:别等全检再哭,在线检测才是王道
 质量:别等全检再哭,在线检测才是王道
质量:别等全检再哭,在线检测才是王道
吹塑出来的瓶子或桶,壁厚不均、黑点、杂质、气泡、熔合线开裂……问题千奇百怪。等灌装线上漏液了才发现,损失就大了。所以在线测漏、壁厚检测、视觉检测,这些投资不能省。现在技术也便宜了,红外壁厚探测头两万块钱,装在模后架子上,连续扫描,曲线实时显示;视觉系统配个摄像头和算法,黑点大于0.2mm就报警,避免了人工肉眼抽查的疏漏。
还有,制品重量要定时称重。重量变化反映型坯长度或壁厚控制系统是否稳定。我们每半小时称一次,超过±1%就要调整。有次夜班,工人嫌麻烦没称,早上发现瓶子底部变薄,一捅就破,后来查出是伺服阀线缆松动。一个小细节,差点丢了客户。
最后说说二次加工,比如飞边切除、钻孔、组装。现在很多吹塑件要直接上自动流水线,飞边要从根部清理干净,不能靠手撕。用自动化冲切或机器人去飞边,尺寸一致性好。我们给汽车厂供油箱,飞边残留必须小于0.5mm,不然焊接时会留下漏点。这些都是血的教训。
絮叨了这么多,其实就想说,吹塑看似简单,实则处处是坑。新人别怕犯错,但要用脑子记;老人别倚老卖老,新技术也得学。这个行业,不死不活,但饿不死人,发不了财,图的就是一份踏实。共勉吧。