折弯精度总失控?八成是这些细节你没当回事
材料回弹,让人又爱又恨
不锈钢,特别是那些高强度板,回弹量能让你怀疑人生。你明明算好了90度,它弹回来变成95度,甚至更大。这还不是最糟心的,糟心的是同一批材料,不同位置回弹还不一样!我去,遇到这种事,真想直接把板子扔了。其实吧,回弹这个物理特性,谁也消灭不了,只能想办法去补偿。
现在的数控折弯机都有补偿功能,比如角度反馈补偿,通过实时测量角度来调整下压量。听起来很美好对吧?但现实是,很多老师傅不信这套,还是凭感觉调。不是我说,凭感觉对付普通碳钢还行,碰到DP780这种高强钢,感觉会失灵。 ❗ 我的经验是,对于新批次的材料,先试折几刀,测出实际回弹角,然后在程序里做补偿。如果量大,最好用带自适应补偿的系统,它能在折弯过程中实时调整,省心很多。
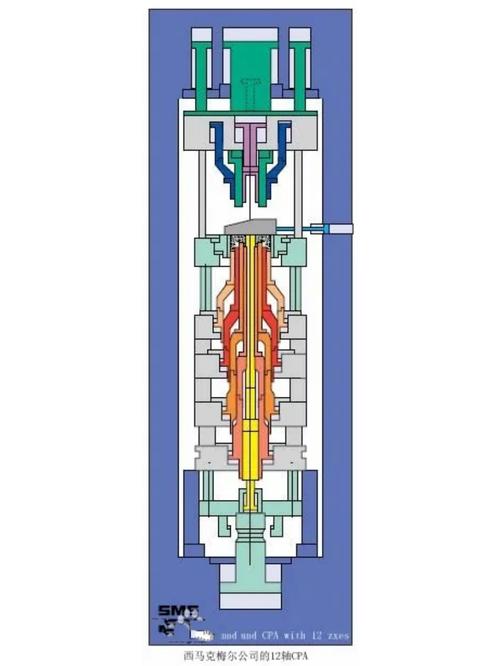
 折弯机角度补偿系统工作示意图
折弯机角度补偿系统工作示意图
还有一点容易被忽略——材料本身的应力。有些板材轧制分方向,顺着纹路和垂直纹路,回弹都有差别。实在要求高的,下料时就得标记方向,折弯时统一摆放。是不是听着就麻烦?但想做出精品,这些细节不抠不行啊。
模具这玩意儿,别总拣便宜的用
打开某宝,搜折弯模具,价格能从几千到几万。有人觉得,不就是个铁块吗,能用就行。呵呵,如果你这么想,那精度问题就活该找上门。便宜的模具,钢材可能不过关,硬度不均,用不了多久,刃口就塌了或者磨损成圆角,那折出来的角度能稳定才怪。
问:我刚换的新模具,折出来的角度还是不稳定,怎么回事?
答:新模具?你确认是全新的还是翻新的?有些无良商家翻新模具当新的卖。另外,新模具也要检查上下模对中,平行度误差可能导致局部先接触,板料受力不均匀。还有,你模具装夹紧了吗?上模没锁死,折弯时会微动,角度肯定跳。建议用百分表打一下模座平行度,别嫌费事。
再者,模具的V口宽度选择也是门学问。标准是板厚的8-10倍,但实际得看情况。V口太小,需要的压力大,板料容易断裂;V口太大,回弹明显。你问我怎么选?💡 经验公式:V = 8 x S(普通板),但高强钢要放大,比如12倍,因为它的弯曲半径大。还有,下模V口的圆角,很多人不注意。如果厂里经常折铝板或不锈钢拉丝面,V口必须光洁,不然表面划伤,客户要退货的。
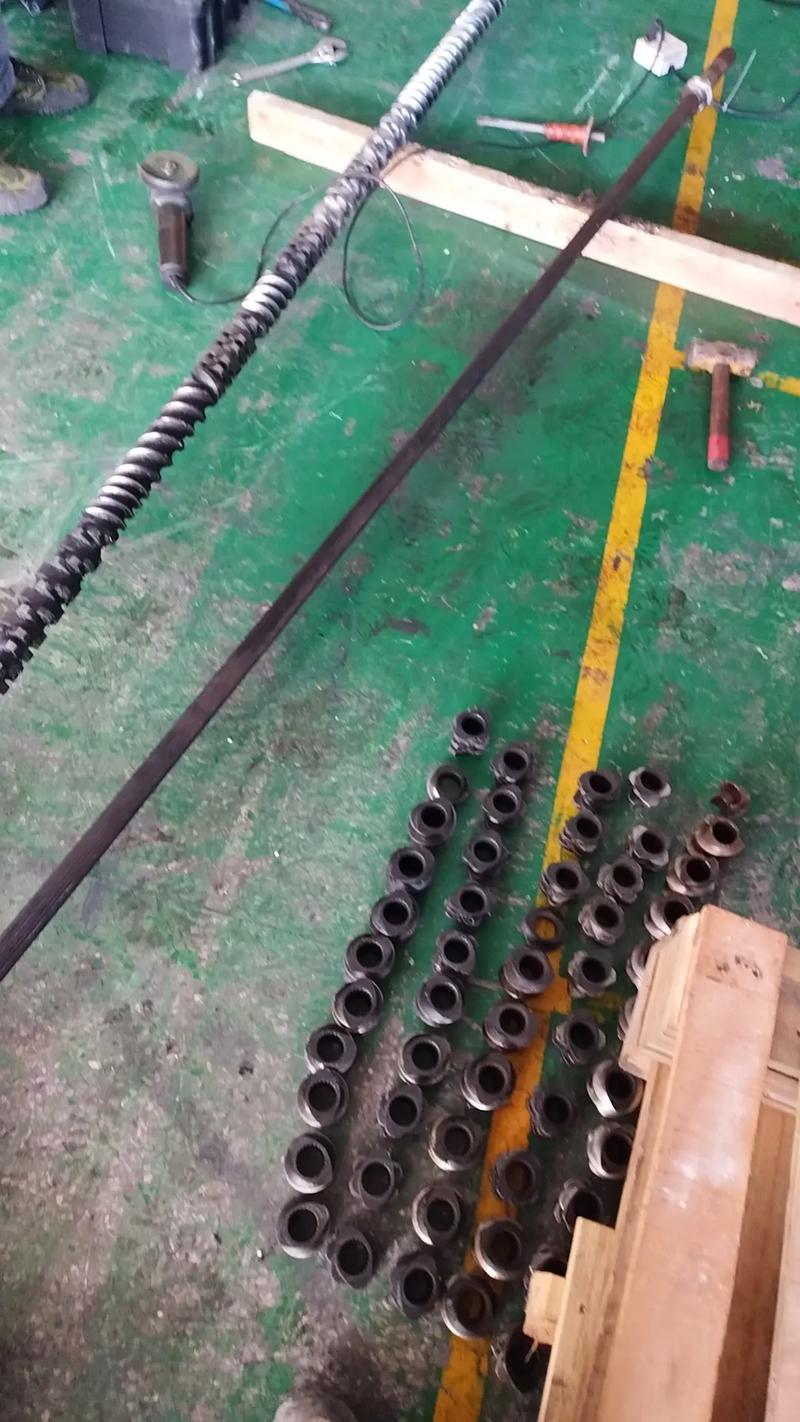
 折弯模具V口选择与磨损
折弯模具V口选择与磨损
我见过一个厂,为了省钱,模具都用到肉眼可见的磨损坑了还在用,折出来的件儿边缘全是压痕。主管还纳闷怎么总被投诉,这不搞笑吗?说出来都是泪。
机床本身,你以为校准一次就完事了?
 机床本身,你以为校准一次就完事了?
机床本身,你以为校准一次就完事了?
很多老板买回折弯机,安装时校准一次,然后从此不闻不问。觉得这铁疙瘩不会变?告诉你,环境温度变化、地基沉降、长期偏载,都会让机床精度慢慢跑偏。特别是液压机,油温影响很大。冷机和热机,滑块下死点都可能差个几丝。你早上调的OK,下午车间温度升高,油温上来,液压系统特性变了,角度又不对劲了。😓
问:我们车间有空调,恒温的,为什么折弯精度还是不稳定?
答:恒温不代表恒形变。地基稳吗?我见过有厂旁边在施工,挖土机咚咚咚,折弯机跟着微颤。另外,你的折弯机是不是经常偏载?就是总在一边折,长期导致导轨磨损不均匀。还有液压系统,如果油滤好久没换,节流阀可能发卡,导致滑块运动不平稳。建议定期用激光干涉仪检查定位精度,别省那点检测费,因为不合格件造成的损失比检测费高多了。
现在的伺服折弯机,精度和稳定性确实比液压强,响应快,不受油温影响。但伺服电机也有扭矩限制,折厚板可能不如液压有劲儿。所以选型得看主要工件。如果你天天折1mm薄板,伺服可能效率更高,也节能。但折8mm以上的,还是液压靠谱。没有绝对的好,只有合不合适。
哎,写了这么多,其实折弯精度是个系统工程,从材料、模具、机床到操作习惯,环环相扣。下次再遇到角度跑偏,别急着调参数,先静下心逐个环节排查,说不定就能找到那个让你抓狂的“元凶”。
最后再啰嗦一句,技术是不断迭代的,别抱着老经验不放。现在有的折弯机已经带上了视觉检测,自动识别板料位置和角度,边折边调,智能程度超出想象。有空去展会转转,真的能打开眼界。好了,不说了,干活去了。