旋压:老工艺的新玩法?聊聊它到底强在哪
旋压这玩意儿,说起来挺古老的。但你要是以为它过时了,那可就大错特错。
最近跑了几家做新能源汽车零部件的厂,发现他们不声不响全上了旋压设备。问起来,老板们笑得有点神秘——“省料啊,强度还高,你说用不用?”好吧,我承认,我以前也低估了它。
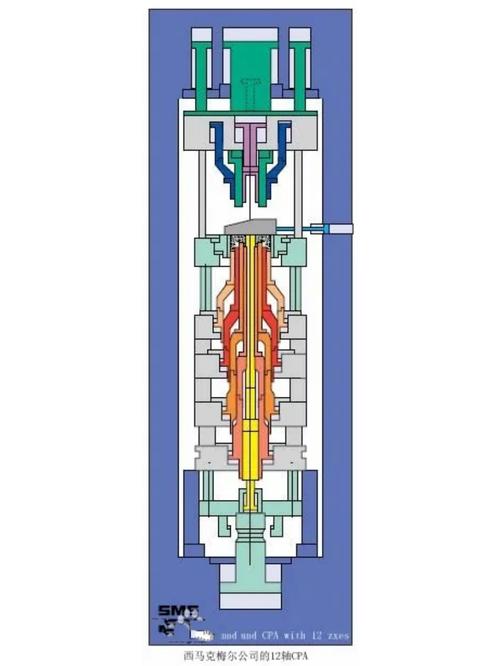
 金属旋压工艺原理动态示意图
你看过陶艺拉坯没?有点像。只不过泥巴换成了钢板、铝板,甚至钛合金。旋轮的压力巨大,但接触面积小,所以局部变形,一点一点延展。这过程……啧,真是佩服最早想到这招的工匠。
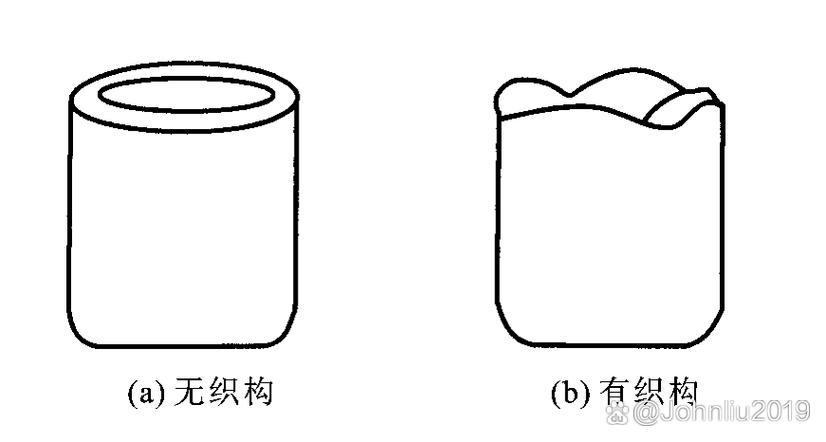
现在说的旋压,可不止普旋(就是单纯改变毛坯直径那种)。强力旋压能直接减薄壁厚,让金属纤维流线更完整,强度提升不是一星半点。还有对轮旋压、收口旋压、扩口旋压……名堂多着呢。
新能源汽车铝合金轮毂旋压生产现场
🚗 汽车轮毂:现在新能源车流行大尺寸、轻量化。铸造轮毂太脆,锻造太贵,旋压轮毂刚好平衡——强度接近锻造,价格却低一大截。你看那些造型夸张的轮辋,很多都是先铸后旋。
🚀 航空航天:火箭燃料贮箱、导弹壳体、发动机喷管……这些薄壁高强件,非旋压莫属。比如2195铝锂合金大型筒段,整体旋压成形,焊缝都省了。想想就觉得牛。
💡 还有灯具反射罩、乐器(小号、萨克斯)、高压气瓶、甚至锅具。一个冷知识:高档不锈钢锅的锅身,多数是旋压出来的,底厚壁薄,受热均匀。你回家可以敲敲看。
最近还冒出来个新应用——电池壳。4680大圆柱电池,钢壳预成型后旋压减薄,既能提高能量密度,又保证安全。这需求井喷,旋压机厂家嘴都笑歪了。
金属旋压工艺原理动态示意图
你看过陶艺拉坯没?有点像。只不过泥巴换成了钢板、铝板,甚至钛合金。旋轮的压力巨大,但接触面积小,所以局部变形,一点一点延展。这过程……啧,真是佩服最早想到这招的工匠。
现在说的旋压,可不止普旋(就是单纯改变毛坯直径那种)。强力旋压能直接减薄壁厚,让金属纤维流线更完整,强度提升不是一星半点。还有对轮旋压、收口旋压、扩口旋压……名堂多着呢。
新能源汽车铝合金轮毂旋压生产现场
🚗 汽车轮毂:现在新能源车流行大尺寸、轻量化。铸造轮毂太脆,锻造太贵,旋压轮毂刚好平衡——强度接近锻造,价格却低一大截。你看那些造型夸张的轮辋,很多都是先铸后旋。
🚀 航空航天:火箭燃料贮箱、导弹壳体、发动机喷管……这些薄壁高强件,非旋压莫属。比如2195铝锂合金大型筒段,整体旋压成形,焊缝都省了。想想就觉得牛。
💡 还有灯具反射罩、乐器(小号、萨克斯)、高压气瓶、甚至锅具。一个冷知识:高档不锈钢锅的锅身,多数是旋压出来的,底厚壁薄,受热均匀。你回家可以敲敲看。
最近还冒出来个新应用——电池壳。4680大圆柱电池,钢壳预成型后旋压减薄,既能提高能量密度,又保证安全。这需求井喷,旋压机厂家嘴都笑歪了。
这工艺,到底怎么个旋法?
一句话:金属坯料跟着芯模转,旋轮使劲儿压,一点点把它‘赶’成想要的形状。不像冲压那样“哐当”一下暴力成型,旋压是慢工出细活。 金属旋压工艺原理动态示意图
你看过陶艺拉坯没?有点像。只不过泥巴换成了钢板、铝板,甚至钛合金。旋轮的压力巨大,但接触面积小,所以局部变形,一点一点延展。这过程……啧,真是佩服最早想到这招的工匠。
现在说的旋压,可不止普旋(就是单纯改变毛坯直径那种)。强力旋压能直接减薄壁厚,让金属纤维流线更完整,强度提升不是一星半点。还有对轮旋压、收口旋压、扩口旋压……名堂多着呢。
金属旋压工艺原理动态示意图
你看过陶艺拉坯没?有点像。只不过泥巴换成了钢板、铝板,甚至钛合金。旋轮的压力巨大,但接触面积小,所以局部变形,一点一点延展。这过程……啧,真是佩服最早想到这招的工匠。
现在说的旋压,可不止普旋(就是单纯改变毛坯直径那种)。强力旋压能直接减薄壁厚,让金属纤维流线更完整,强度提升不是一星半点。还有对轮旋压、收口旋压、扩口旋压……名堂多着呢。
为什么说它又“老”又“新”?
说它老,上千年前古人就用手工旋压做金银器皿。但说它新——这几年简直脱胎换骨。 ✅ 数控化:现在的旋压机,伺服控制,精度μ级。路径规划、回弹补偿,算法加持下,菜鸟也能出好活儿。 ✅ 热旋压:像钛合金这种难啃的骨头,加热到一定温度再旋,变形阻力骤降。高温合金、钨钼合金,以前想都不敢想。 ✅ 同步冷却:有些材料旋压时温度升高反而坏事,于是内冷芯模、外喷冷却液,实时控温。这细节,讲究。 💡 但最让我兴奋的,是无模旋压。芯模都不要了,全靠旋轮路径生成形状,柔性制造的天花板。虽然现在还局限于简单曲面,可一旦成熟……冲压模具费能省下一座金山。 问:旋压件精度咋样?能比得上机加工吗? 答:实话实说,普通旋压精度肯定不如精密车削。但强力旋压后的尺寸公差能到IT8~IT9,表面粗糙度Ra1.6以下。很多地方直接就是最终表面,不用再磨。不是所有活儿都要μ级,对吧? 问:感觉旋压效率低啊,适合大批量吗? 答:你说到痛点了。单件生产确实慢,可一旦批量上来,专机自动上下料,节拍不比冲压差。特别是筒形件、锥形件,冲压要好几道模具,旋压一道活。成本算总账,往往还便宜。别只盯着一开始的单价。哪些地方,离了旋压还真不行?
 新能源汽车铝合金轮毂旋压生产现场
🚗 汽车轮毂:现在新能源车流行大尺寸、轻量化。铸造轮毂太脆,锻造太贵,旋压轮毂刚好平衡——强度接近锻造,价格却低一大截。你看那些造型夸张的轮辋,很多都是先铸后旋。
🚀 航空航天:火箭燃料贮箱、导弹壳体、发动机喷管……这些薄壁高强件,非旋压莫属。比如2195铝锂合金大型筒段,整体旋压成形,焊缝都省了。想想就觉得牛。
💡 还有灯具反射罩、乐器(小号、萨克斯)、高压气瓶、甚至锅具。一个冷知识:高档不锈钢锅的锅身,多数是旋压出来的,底厚壁薄,受热均匀。你回家可以敲敲看。
最近还冒出来个新应用——电池壳。4680大圆柱电池,钢壳预成型后旋压减薄,既能提高能量密度,又保证安全。这需求井喷,旋压机厂家嘴都笑歪了。
新能源汽车铝合金轮毂旋压生产现场
🚗 汽车轮毂:现在新能源车流行大尺寸、轻量化。铸造轮毂太脆,锻造太贵,旋压轮毂刚好平衡——强度接近锻造,价格却低一大截。你看那些造型夸张的轮辋,很多都是先铸后旋。
🚀 航空航天:火箭燃料贮箱、导弹壳体、发动机喷管……这些薄壁高强件,非旋压莫属。比如2195铝锂合金大型筒段,整体旋压成形,焊缝都省了。想想就觉得牛。
💡 还有灯具反射罩、乐器(小号、萨克斯)、高压气瓶、甚至锅具。一个冷知识:高档不锈钢锅的锅身,多数是旋压出来的,底厚壁薄,受热均匀。你回家可以敲敲看。
最近还冒出来个新应用——电池壳。4680大圆柱电池,钢壳预成型后旋压减薄,既能提高能量密度,又保证安全。这需求井喷,旋压机厂家嘴都笑歪了。