烧结那些事儿:从一炉废品到工艺大师的蜕变
说实话,搞烧结这么多年,最怕的就是凌晨三点接到车间电话——又出炉废品了。那种心情,啧,没法形容。去年冬天那批齿轮,整炉尺寸跑偏,赔了客户二十万。二十万啊!够买辆像样的车了。
烧结这玩意儿,外行看就是“烧炉子”,内行才知道里头的疯狂。简单说,把金属粉末压成坯,加热到材料熔点以下的温度,让粉末颗粒粘成一块致密固体。可哪有那么简单?温度、时间、气氛、冷却速度……每个参数都像多米诺骨牌,一个倒了全完蛋。
说白了,烧结就是在缺陷和性能之间走钢丝。你想想,粉末颗粒之间那点接触,得靠原子扩散长出“脖子”,还得把孔隙填满。这个过程,书本上的扩散方程写得挺美,实际生产呢?今天湿度变了,粉末流动性就漂了;明天气压波动,炉内气氛就不对劲了。💢
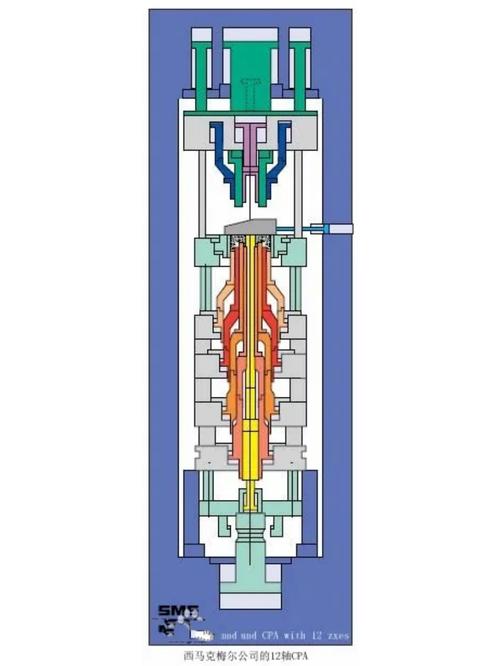
 粉末冶金烧结炉高温区氢气保护状态
气氛这事儿,学问深得很。有一次我为了省成本,把氮气纯度从99.99%降到99.9%,结果氧化倾向急剧上升。你猜怎么着?那批铁基零件强度掉了一截,客户投诉说耐磨性差。后来一查金相,晶界氧化!省小钱吃大亏,这事儿我干了不止一回。😂
问:烧结温度和时间的匹配有什么诀窍?
答:这问题问得好。其实没万能公式,得看材料。比如铁基零件,一般1120-1150℃保温30-60分钟,但如果你用了超细粉末,温度得低些,时间得短些,不然晶粒疯长,强度反而下降。我试过把316L不锈钢的烧结温度从1350℃降到1280℃,延长保温时间,收缩率更均匀了,但密度少了0.1g/cm³。后来发现加少量B元素,液相烧结,低温也能致密。所以诀窍就是:先看相图,再做DOE,别迷信经验。
烧结齿轮尺寸检测三维扫描现场
问:如何避免烧结变形?除了装炉方式还有啥招?
答:一个是预烧结,把生坯先低温预烧一下,形成点接触,增加刚性,再正常升温。二是用托架仿形支撑,尤其大平板零件。另外,粉末粒度分布也要调,细粉少了,生坯强度不够;多了,收缩不均匀。我一般用30-40%的-325目细粉搭配粗粉,效果可以。当然,如果你的炉子本身温度均匀性差,那说什么都白搭——先校炉温!✅
智能烧结:是噱头还是真香?
这两年,到处都在喊智能制造,烧结当然也赶时髦。热电偶自动反馈、炉压智能调节、MES系统记录每一个零件的烧结曲线……说实话,一开始我是抵触的。觉得那是花里胡哨,不如老师傅眼力重要。但去年我们上了套系统,能实时监测气氛露点和碳势,自动补偿调节。结果三个月下来,返工率从7%降到1.5%,真香!💡
不过,别以为有了数字孪生就万事大吉。模型得靠数据喂,你如果连基本工艺规律都没吃透,AI调出来的参数能让你哭笑不得。我们试过用机器学习优化温度曲线,结果模型推荐了个1100℃保温10分钟然后急冷的方案——理论能提高硬度,但完全没考虑零件结构热冲击,直接开裂。所以啊,智能是辅助,脑子得自己的。
再有,设备维护不能靠智能系统报警才动。上个月,加热元件坏了三根,系统居然没报故障,因为电流偏差还在容忍范围内。幸亏巡检发现得早,不然整炉欠烧。现在我还是每周亲自拿红外测温枪扫一圈炉外壁,老办法有时最可靠。
数字化烧结车间中央监控大屏实时曲线
谈到未来,大家都在说新能源车用磁性材料、不锈钢轻量化……烧结工艺挑战更大。比如钕铁硼磁体的烧结,要求真空度10^-3Pa以下,冷却速度得精确控制,不然矫顽力上不去。这些新领域,搞好了是蓝海,搞砸了就是死海。
写了这么多,其实就想说:烧结这手艺,既要尊重科学,也得懂点“人情世故”——和设备、和材料、和人打交道。别指望一套参数吃一辈子,市场在变,材料在变,你也得变。行了,不说了,我得去车间瞅瞅今晚那炉注射成形件,希望别出幺蛾子。🙏
粉末冶金烧结炉高温区氢气保护状态
气氛这事儿,学问深得很。有一次我为了省成本,把氮气纯度从99.99%降到99.9%,结果氧化倾向急剧上升。你猜怎么着?那批铁基零件强度掉了一截,客户投诉说耐磨性差。后来一查金相,晶界氧化!省小钱吃大亏,这事儿我干了不止一回。😂
问:烧结温度和时间的匹配有什么诀窍?
答:这问题问得好。其实没万能公式,得看材料。比如铁基零件,一般1120-1150℃保温30-60分钟,但如果你用了超细粉末,温度得低些,时间得短些,不然晶粒疯长,强度反而下降。我试过把316L不锈钢的烧结温度从1350℃降到1280℃,延长保温时间,收缩率更均匀了,但密度少了0.1g/cm³。后来发现加少量B元素,液相烧结,低温也能致密。所以诀窍就是:先看相图,再做DOE,别迷信经验。
烧结齿轮尺寸检测三维扫描现场
问:如何避免烧结变形?除了装炉方式还有啥招?
答:一个是预烧结,把生坯先低温预烧一下,形成点接触,增加刚性,再正常升温。二是用托架仿形支撑,尤其大平板零件。另外,粉末粒度分布也要调,细粉少了,生坯强度不够;多了,收缩不均匀。我一般用30-40%的-325目细粉搭配粗粉,效果可以。当然,如果你的炉子本身温度均匀性差,那说什么都白搭——先校炉温!✅
智能烧结:是噱头还是真香?
这两年,到处都在喊智能制造,烧结当然也赶时髦。热电偶自动反馈、炉压智能调节、MES系统记录每一个零件的烧结曲线……说实话,一开始我是抵触的。觉得那是花里胡哨,不如老师傅眼力重要。但去年我们上了套系统,能实时监测气氛露点和碳势,自动补偿调节。结果三个月下来,返工率从7%降到1.5%,真香!💡
不过,别以为有了数字孪生就万事大吉。模型得靠数据喂,你如果连基本工艺规律都没吃透,AI调出来的参数能让你哭笑不得。我们试过用机器学习优化温度曲线,结果模型推荐了个1100℃保温10分钟然后急冷的方案——理论能提高硬度,但完全没考虑零件结构热冲击,直接开裂。所以啊,智能是辅助,脑子得自己的。
再有,设备维护不能靠智能系统报警才动。上个月,加热元件坏了三根,系统居然没报故障,因为电流偏差还在容忍范围内。幸亏巡检发现得早,不然整炉欠烧。现在我还是每周亲自拿红外测温枪扫一圈炉外壁,老办法有时最可靠。
数字化烧结车间中央监控大屏实时曲线
谈到未来,大家都在说新能源车用磁性材料、不锈钢轻量化……烧结工艺挑战更大。比如钕铁硼磁体的烧结,要求真空度10^-3Pa以下,冷却速度得精确控制,不然矫顽力上不去。这些新领域,搞好了是蓝海,搞砸了就是死海。
写了这么多,其实就想说:烧结这手艺,既要尊重科学,也得懂点“人情世故”——和设备、和材料、和人打交道。别指望一套参数吃一辈子,市场在变,材料在变,你也得变。行了,不说了,我得去车间瞅瞅今晚那炉注射成形件,希望别出幺蛾子。🙏
烧结炉里的“玄学”与科学
有人跟我吐槽:“烧结就是门玄学!”我懂这种感觉——明明参数一模一样,上一炉还好好的,下一炉就给你颜色看。但其实背后还是物理化学。举个例子,不锈钢烧结时,气氛保护不到位,表面发黑是轻的,碳含量超标直接报废。我们曾经用过氨分解气氛,结果发现露点控制不稳定,一批零件表面出现“亮皮”缺陷。后来咬咬牙换上纯氢,成本上去了,但质量稳了。 粉末冶金烧结炉高温区氢气保护状态
气氛这事儿,学问深得很。有一次我为了省成本,把氮气纯度从99.99%降到99.9%,结果氧化倾向急剧上升。你猜怎么着?那批铁基零件强度掉了一截,客户投诉说耐磨性差。后来一查金相,晶界氧化!省小钱吃大亏,这事儿我干了不止一回。😂
问:烧结温度和时间的匹配有什么诀窍?
答:这问题问得好。其实没万能公式,得看材料。比如铁基零件,一般1120-1150℃保温30-60分钟,但如果你用了超细粉末,温度得低些,时间得短些,不然晶粒疯长,强度反而下降。我试过把316L不锈钢的烧结温度从1350℃降到1280℃,延长保温时间,收缩率更均匀了,但密度少了0.1g/cm³。后来发现加少量B元素,液相烧结,低温也能致密。所以诀窍就是:先看相图,再做DOE,别迷信经验。
粉末冶金烧结炉高温区氢气保护状态
气氛这事儿,学问深得很。有一次我为了省成本,把氮气纯度从99.99%降到99.9%,结果氧化倾向急剧上升。你猜怎么着?那批铁基零件强度掉了一截,客户投诉说耐磨性差。后来一查金相,晶界氧化!省小钱吃大亏,这事儿我干了不止一回。😂
问:烧结温度和时间的匹配有什么诀窍?
答:这问题问得好。其实没万能公式,得看材料。比如铁基零件,一般1120-1150℃保温30-60分钟,但如果你用了超细粉末,温度得低些,时间得短些,不然晶粒疯长,强度反而下降。我试过把316L不锈钢的烧结温度从1350℃降到1280℃,延长保温时间,收缩率更均匀了,但密度少了0.1g/cm³。后来发现加少量B元素,液相烧结,低温也能致密。所以诀窍就是:先看相图,再做DOE,别迷信经验。
实战中踩过的那些坑
做烧结,谁没交过学费?我刚入行那会儿,以为脱脂很简单——把成型剂烧掉就是了。结果炉管里积碳严重,两年报废两根加热棒。后来才知道脱脂速率得控温程序严丝合缝,从室温到300℃这段,每小时升温不能超过50℃,不然成型剂剧烈挥发,坯体开裂。唉,那段时间老板脸色可难看了。 还有个坑:烧结收缩率补偿计算,千万别照搬手册!零件形状复杂,收缩各向异性大,必须用3D扫描反推。我们做过一个薄壁壳体,按经验放了1.5%的线性补偿,结果内孔椭圆度超差。后来整套模具修了三次,才搞明白是装炉方式导致温度梯度,得把零件倒置。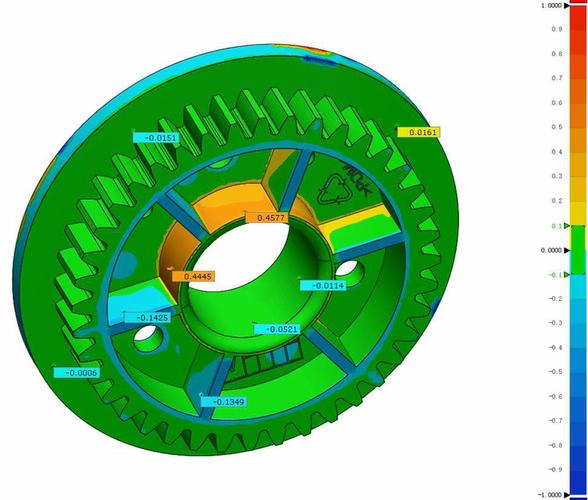 烧结齿轮尺寸检测三维扫描现场
问:如何避免烧结变形?除了装炉方式还有啥招?
答:一个是预烧结,把生坯先低温预烧一下,形成点接触,增加刚性,再正常升温。二是用托架仿形支撑,尤其大平板零件。另外,粉末粒度分布也要调,细粉少了,生坯强度不够;多了,收缩不均匀。我一般用30-40%的-325目细粉搭配粗粉,效果可以。当然,如果你的炉子本身温度均匀性差,那说什么都白搭——先校炉温!✅
烧结齿轮尺寸检测三维扫描现场
问:如何避免烧结变形?除了装炉方式还有啥招?
答:一个是预烧结,把生坯先低温预烧一下,形成点接触,增加刚性,再正常升温。二是用托架仿形支撑,尤其大平板零件。另外,粉末粒度分布也要调,细粉少了,生坯强度不够;多了,收缩不均匀。我一般用30-40%的-325目细粉搭配粗粉,效果可以。当然,如果你的炉子本身温度均匀性差,那说什么都白搭——先校炉温!✅
智能烧结:是噱头还是真香?
 智能烧结:是噱头还是真香?
这两年,到处都在喊智能制造,烧结当然也赶时髦。热电偶自动反馈、炉压智能调节、MES系统记录每一个零件的烧结曲线……说实话,一开始我是抵触的。觉得那是花里胡哨,不如老师傅眼力重要。但去年我们上了套系统,能实时监测气氛露点和碳势,自动补偿调节。结果三个月下来,返工率从7%降到1.5%,真香!💡
不过,别以为有了数字孪生就万事大吉。模型得靠数据喂,你如果连基本工艺规律都没吃透,AI调出来的参数能让你哭笑不得。我们试过用机器学习优化温度曲线,结果模型推荐了个1100℃保温10分钟然后急冷的方案——理论能提高硬度,但完全没考虑零件结构热冲击,直接开裂。所以啊,智能是辅助,脑子得自己的。
再有,设备维护不能靠智能系统报警才动。上个月,加热元件坏了三根,系统居然没报故障,因为电流偏差还在容忍范围内。幸亏巡检发现得早,不然整炉欠烧。现在我还是每周亲自拿红外测温枪扫一圈炉外壁,老办法有时最可靠。
智能烧结:是噱头还是真香?
这两年,到处都在喊智能制造,烧结当然也赶时髦。热电偶自动反馈、炉压智能调节、MES系统记录每一个零件的烧结曲线……说实话,一开始我是抵触的。觉得那是花里胡哨,不如老师傅眼力重要。但去年我们上了套系统,能实时监测气氛露点和碳势,自动补偿调节。结果三个月下来,返工率从7%降到1.5%,真香!💡
不过,别以为有了数字孪生就万事大吉。模型得靠数据喂,你如果连基本工艺规律都没吃透,AI调出来的参数能让你哭笑不得。我们试过用机器学习优化温度曲线,结果模型推荐了个1100℃保温10分钟然后急冷的方案——理论能提高硬度,但完全没考虑零件结构热冲击,直接开裂。所以啊,智能是辅助,脑子得自己的。
再有,设备维护不能靠智能系统报警才动。上个月,加热元件坏了三根,系统居然没报故障,因为电流偏差还在容忍范围内。幸亏巡检发现得早,不然整炉欠烧。现在我还是每周亲自拿红外测温枪扫一圈炉外壁,老办法有时最可靠。
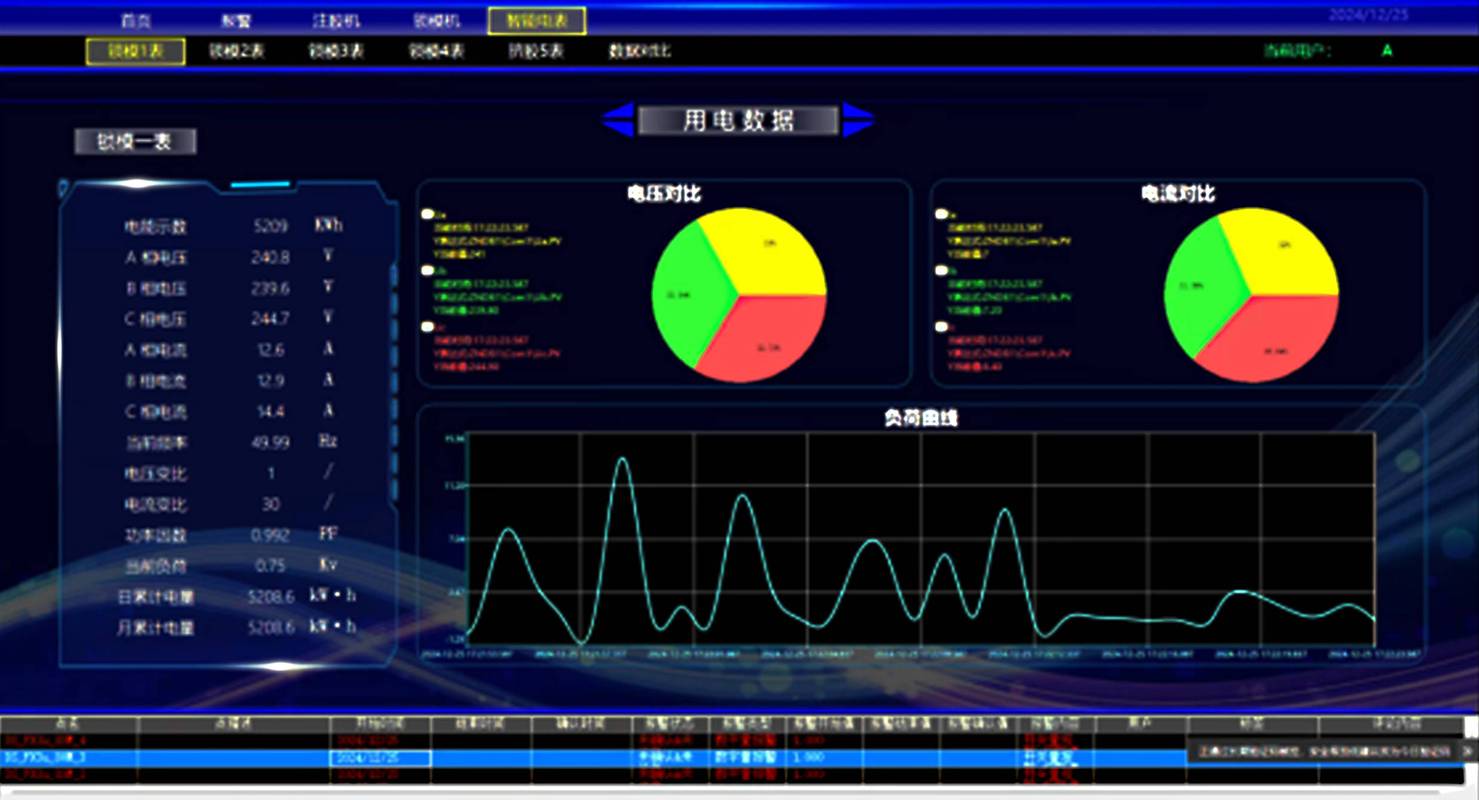 数字化烧结车间中央监控大屏实时曲线
谈到未来,大家都在说新能源车用磁性材料、不锈钢轻量化……烧结工艺挑战更大。比如钕铁硼磁体的烧结,要求真空度10^-3Pa以下,冷却速度得精确控制,不然矫顽力上不去。这些新领域,搞好了是蓝海,搞砸了就是死海。
写了这么多,其实就想说:烧结这手艺,既要尊重科学,也得懂点“人情世故”——和设备、和材料、和人打交道。别指望一套参数吃一辈子,市场在变,材料在变,你也得变。行了,不说了,我得去车间瞅瞅今晚那炉注射成形件,希望别出幺蛾子。🙏
数字化烧结车间中央监控大屏实时曲线
谈到未来,大家都在说新能源车用磁性材料、不锈钢轻量化……烧结工艺挑战更大。比如钕铁硼磁体的烧结,要求真空度10^-3Pa以下,冷却速度得精确控制,不然矫顽力上不去。这些新领域,搞好了是蓝海,搞砸了就是死海。
写了这么多,其实就想说:烧结这手艺,既要尊重科学,也得懂点“人情世故”——和设备、和材料、和人打交道。别指望一套参数吃一辈子,市场在变,材料在变,你也得变。行了,不说了,我得去车间瞅瞅今晚那炉注射成形件,希望别出幺蛾子。🙏