轧制:从一块钢坯到精密带材的变形之旅
轧制这玩意儿,说透了就是让金属在旋转的轧辊间‘挨揍’,揍得它变薄、变长。可你要真去翻教科书,满篇的公式和理想状态——根本没法直接用来解决现场那些破事儿。说实话,我干了十几年工艺,最烦那些‘理论上应该’的腔调。
 大型热轧生产线粗轧机工作场景
大型热轧生产线粗轧机工作场景
记得有次调试一条新上的冷轧机组,带材边浪严重得离谱——操作工急得骂娘,设计方一口咬定是来料板形不好。我拿着千分尺沿宽度方向测了四十几个点,发现板凸度其实稳得很。问题出在哪?轧辊冷却液喷嘴堵了一半,局部热凸度失控了。就这么个小细节,差点让整个项目延期三个月。所以啊,轧制这行,魔鬼全在看不见的地方。
热轧与冷轧:不是温度高低那么简单
行业外的人老问:热轧和冷轧,不就一个加热一个不加热吗?哎,话是这么说,但背后的变形机制和产品特性差出一个银河系。热轧是在再结晶温度以上干,一般是1100℃以上,钢坯像软面团,压下去毫不费力,但氧化皮、表面粗糙度、尺寸公差就别想太好了。建筑用钢筋、船板、粗厚的结构件,热轧最划算。冷轧呢,常温下硬碰硬,轧制力大得吓人——我见过一台六辊冷轧机主电机功率超过5000kW,轧辊要用高铬钢甚至硬质合金,表面必须镜面抛光,因为最后出来的带材表面光亮得能当镜子。汽车面板、家电外壳、精密焊管,这些必须冷轧。不过话说回来,冷轧对来料的退火组织要求极严,不然分分钟断带给你看。
这里就引出第一个最常见的纠结:
问:我们厂做汽车结构件,用热轧酸洗板还是冷轧板?
答:看你干啥。如果对强度要求高、厚度3mm以上又不太在乎表面,热轧酸洗板省钱又好用;但要是冲压复杂形状、表面要涂装,老老实实上冷轧。特别注意,热轧酸洗板虽然除了氧化皮,但表面粗糙度Ra一般在0.8以上,冷轧能到0.2甚至更低。你让冲压模具去啃粗糙表面,模具寿命打对折也是常事。另外冷轧板的塑性应变比r值高,深冲性能更好——这个参数很多采购压根不看,天天只看抗拉强度,头痛。
 六辊冷轧机组生产高精度带钢
六辊冷轧机组生产高精度带钢
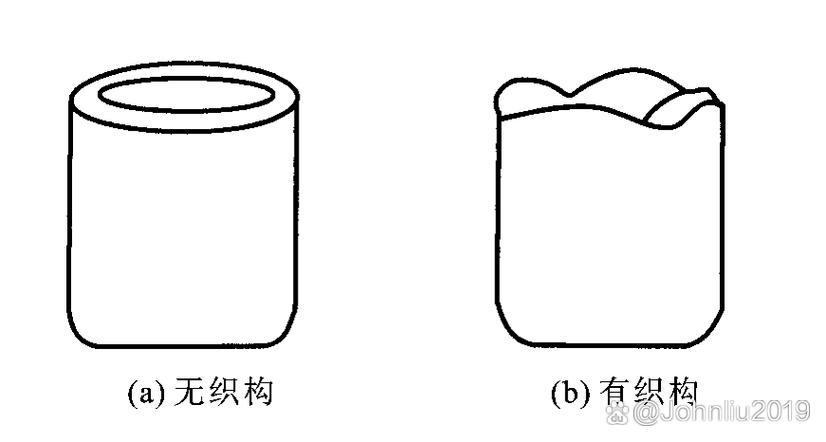
板形控制:扎心的那点微米级战争
轧制最头疼的,永远不是把厚度压到尺寸——而是压完以后板子不弯不翘、内应力均匀。板形问题说白了就是沿宽度方向上的纵向延伸不相等,导致浪形或瓢曲。根源就两字:辊缝。辊缝的初始轮廓、轧制力的横向分布、轧辊的热膨胀和磨损,每一个变量都在互相撕扯。
我早年跟过一套四辊可逆轧机,用弯辊和窜辊控制板形,结果液压弯辊系统响应太慢,头尾两百米全是中间浪。后来改成了正负弯辊加工作辊分段冷却,才算勉强稳住。现在的趋势是采用板形仪闭环控制,比如BFI的压电式板形辊,实时反馈应力分布,调节弯辊力和冷却液分区流量,能把板形精度控制在3个I单位以内——这什么概念?相当于你有一张A4纸铺平,肉眼看着完全平,但用光学干涉能看见几个微米的起伏。变态级的要求,但汽车外板就是这标准。
问:中小轧钢厂怎么在有限预算下改善板形?
答:实话难听——先别急着上闭环板形仪,那是锦上添花。先把轧辊磨削抓死:辊型必须严格按工艺曲线来,测量每一对辊的辊型差。然后老老实实定期检查弯辊缸的密封和压力线性,很多厂的弯辊力显示50吨实际可能就30吨,液压系统内泄了都不知道。再有,冷却液喷嘴每周清一次,别笑,我见过积垢堵得跟钟乳石似的。这些基础管理做到位,板形能提升一大截,不花多少钱。
新轧制技术与数字化:别被概念忽悠了
这几年冒出来一堆热词:无头轧制、薄带连铸连轧、数字化轧机……听起来高大上,可有些在实际产线上水土不服。ESP(无限带钢生产技术)确实牛,从钢水到热轧卷十几分钟搞定,省了加热炉,但投资得几十亿,中小企业谁玩得起?反而像粗轧机前后推床的自动对中、精轧机工作辊在线磨辊装置这样的小革新,收回成本快,还实实在在。
数字化这块,我倒是推荐老老实实做工艺参数神经网络预测。把生产过程中几千个炉次的温度、速度、压下量、轧制力、终轧温度采集起来,训练一个预测力学性能和板形质量的模型,比任何‘智能专家系统’都管用。不过数据清洗太累——产线数据脏得让你抓狂,传感器零点漂移、人工录入错误、停机状态下的异常值,前期得花大量时间处理。但一旦跑通,新产品的工艺调试周期能缩短一半,这可不是吹的。
 数字化轧钢厂操作室工艺监控大屏
数字化轧钢厂操作室工艺监控大屏
再扯两句‘微合金化’和‘控轧控冷’,搞高强钢的应该不陌生。铌、钒、钛之类的微合金元素在再结晶和非再结晶区的析出行为,直接影响晶粒细化——晶粒细了,强度和韧性同时提高,这对轧制节奏和冷却路径要求极为苛刻。我经历过一次,为了一个新型海洋平台用钢,在层流冷却前加了个超快速冷却装置,水压飙到1.0MPa以上,那阵子神经整天绷着,生怕板子瓢了或者冷速不均。最后成了,冲击韧性-40℃下超过200J,爽!
所以轧制这东西,表面看是粗活,骨子里全是精细的物理冶金和机械控制的交叉。一位老轧钢工说过:轧得好不是本事,轧得稳定才是。我现在越干越觉得这句话掷地有声。那些动不动就吹‘引领行业变革’的PPT,真该来一线体验一下半夜抢修弯辊缸的滋味。