拉拔工艺的品质突围:从材料到模具的实战解析
拉拔不是拉面,但扯断的痛感是一样的
干了二十年冷加工,最怕听见车间‘嘎嘣’一声脆响——线材断了。拉拔这活,表面看就是硬拽,把粗金属丝生生抽成细的,可真干起来,里面的门道能写本书。上个月新来的小伙子调模具间隙,凭感觉拧了半圈,结果断线率飙升到15%,急得他满头汗。其实就差那么0.02毫米,活就出不来。你说气不气人?
拉拔工艺的核心,说白了就一件事:让金属在模具孔里均匀流动,既不断也不粘。可这简单一句话,背后是材料学、摩擦学、力学的大乱斗。举个最恶心的例子——拉伸不锈钢丝,如果润滑不到位,模具孔里的金属会像狗皮膏药一样粘上去,拉出来的丝表面全是划痕,客户直接退货。所以懂行的老师傅都盯三个点:减面率、拉拔速度、润滑剂。有人迷信进口模具,可模具再好,减面率给错了照样废。比如低碳钢丝,单道次减面率超过35%就是找死,晶格扭曲到极限,内部裂纹一旦产生,后面几道工序都救不回来。
 金属拉拔模具内孔磨损微观照片
金属拉拔模具内孔磨损微观照片
说实话,现在好多厂子还在靠手感干活。不是说手感不好,老师傅一摸润滑剂温度就知道能不能拉,问题在于——年轻人哪来的手感?数字化工具该上就得上。我们去年上了一套在线监测系统,实时抓取拉力波动和模具温度,一旦偏离阈值就报警。刚开始老工人抵触,后来发现能提前半小时预判断线,现在都抢着看屏幕。不过话说回来,数据不是万能的,传感器安得不对,噪音比信号还大,这就得懂工艺的人去盯安装位置。
润滑剂:不起眼的液体,才是隐形大佬
拉拔润滑这摊事儿,被太多人当成配角。大错特错!你知道吗,拉拔力的30%—50%都消耗在摩擦上,而合适的润滑剂能把这部分力砍掉一半。有个同行朋友做铜管拉拔,图便宜换了一家国产润滑剂,结果拉出来的管子表面发黑,氧化严重。他以为是退火没做好,查了一圈才发现是润滑剂里的添加剂抗高温不行,一上200℃就分解,黏度直线下降。后来换回专供配方,一切正常。润滑剂不是油越稠越好,得跟你的速度、温度、材质匹配。高速拉细丝,低黏度油性剂加极压添加剂是王道;大直径棒材冷拔,得用膏状润滑剂甚至固体润滑涂层。我刚入行时吃过亏,想当然给高速拉丝上重油,结果油池里气泡翻腾,润滑膜根本形成不了,全白搭。
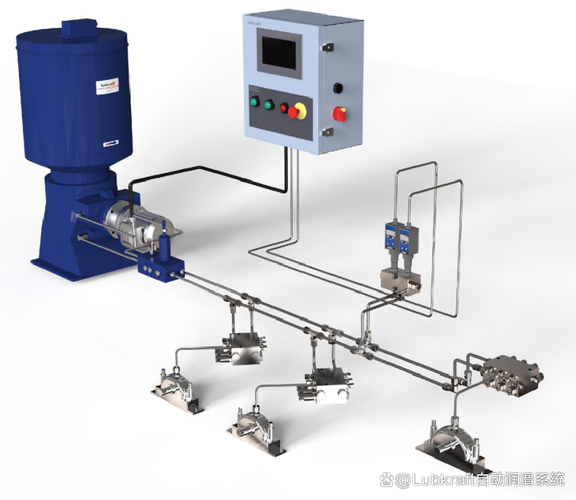 拉拔工艺润滑剂涂覆系统示意图
拉拔工艺润滑剂涂覆系统示意图
现在环保卡得严,以前那种含氯极压剂快不让用了,都在搞无氯配方。环保润滑剂其实现在技术挺成熟了,就是价格贵了30%,老板脸都是绿的。但长远算账划算,后处理废水成本降下来,综合可能还省点。我们试过一款水基润滑剂,拉碳钢效果不错,但对水质要求高,硬度一大就析皂垢,堵喷头。所以上水基之前,先测测你们厂那循环水的硬度,别省了小钱亏了大钱。
问:拉拔不锈钢丝表面偶尔出现纵向划痕,到底怎么排查?
答:纵向划痕,十有八九是模具孔里嵌了硬颗粒。先停机擦干净模孔,拿放大镜看——如果看到微小凹坑或黏附物,甭废话,抛光或换模。要是频繁出现,检查润滑液过滤系统,2微米以上的颗粒必须滤掉。另外注意线材酸洗后是不是完全洗净了,残留酸斑也会成为嵌入点。少见的一种情况:模套硬度不够,长期受压变形,模孔形状从圆形变成椭圆,也会造成螺旋状划痕,但这是极端的,一般先查前两条。
问:铜线拉拔后电导率下降明显,跟拉拔工艺有关吗?
答:绝对有关!拉拔让铜晶粒拉长破碎,增加电子散射,电阻率升高。道次减面率越大,冷作硬化越狠,导电率跌得越狠。关键在后头的退火工艺:退火温度低几分钟,再结晶不充分,晶粒没长圆,电导率肯定上不来。还有就是拉拔过程中的温升,如果润滑冷却不够,局部退火反而造成晶粒异常长大,导电率更加不均匀。解决办法:优化退火参数,或者使用连续退火并测在线导电率,随时调减面率和速度。另外无氧铜杆本身纯度不够的话,拉拔会让杂质沿晶界析出更明显,那是原料问题,别老怪拉拔。
模具:差之微米,废掉一吨
 模具:差之微米,废掉一吨
模具:差之微米,废掉一吨
拉拔模具是工艺的心脏。别以为买块硬质合金掏个孔就行,这里头的几何参数,每一个微米都在决定成品品质。定径带长了,摩擦加剧,断线率高;短了,尺寸跑偏,寿命短。入口锥角得让你材料自然咬入,一般钢丝拉拔,入口锥角在10°到14°之间效果最好,铜丝角度可以小一点,因铜软。我见过最离谱的,某厂把模具倒角搞反了,入口成了出口,拉出的丝表面像狗啃的一样,还不知道问题在哪。
现在模具材料也在迭代。传统硬质合金扛不住超细丝的高速生产,聚晶金刚石(PCD)和纳米晶陶瓷模具正在抢地盘。PCD模拉铜丝,寿命是硬质合金的几十倍,产品圆度能控制在2微米以内。但价格——嘿嘿,一个PCD模够买二十个硬质合金模,所以只能用于高端精密线材。纳米陶瓷模是新秀,硬度高,摩擦系数还低,拉铝丝特别顺,不粘铝。但脆,装机时要是不小心敲一下,可能就裂了,安装必须用热镶。
问:如何判断拉拔模具已经到了寿命极限?
答:看三个信号:一是拉拔力持续上升,超过正常值的15%;二是成品直径增大,超出公差带的趋势不可逆,哪怕微调减面率;三是表面质量,比如出现周期性亮暗条纹。最主要还是定期用轮廓仪测模孔,一旦变形、粗糙度Ra超过0.05微米就得换。好多厂省那点模具钱,硬用到断线为止,结果连后面几道轮具都拉伤了,得不偿失。
拉拔这个老行当,别看它传统,创新点其实密密麻麻。智能模具现在能嵌传感器,实时传回受力、温度数据,配合AI模型预测寿命。我们跟一个大学实验室合作,用机器视觉在线看表面,哪根丝有细微裂纹直接标记,后面绕线时自动剪掉。这要是铺开了,得少多少退货?
扯远了。总之拉拔是个系统工程,材料、模具、润滑、设备、检测,哪一环掉链子都出不来好活。别迷信单一因素,扯皮的时候大有人在——车间怪原料差,原料端怪操作不行,其实坐下来分析数据,多半是整体没匹配好。现在行业卷得厉害,客户要的丝材公差从±0.01毫米缩到±0.003毫米,利润就藏在这几个微米里。你不死磕工艺细节,就只能被别人磕死。