压铸车间主任的实战笔记:从工艺痛点到大单成交
上周去拜访一个老客户,他的压铸车间正在赶一批新能源汽车的电池包壳体。产量压力大得吓人——每天1200件,模具温度稍微跑偏就废一批。老陈叼着烟跟我说:“做压铸,就是在和金属凝固速度抢时间,毫秒级的游戏。” 我当时就笑了,但仔细一想,还真是那么回事。
说实话,压铸这行当,门槛低吗?不低。招个操机工容易,培养一个懂工艺调的师傅,没三年下不来。尤其是现在汽车轻量化逼得紧,铝合金压铸件越来越复杂,薄壁、大尺寸、高气密性要求……稍不留神,缩孔、气孔、冷隔全来了,报废率蹭蹭涨。老板心疼,我们也头疼。
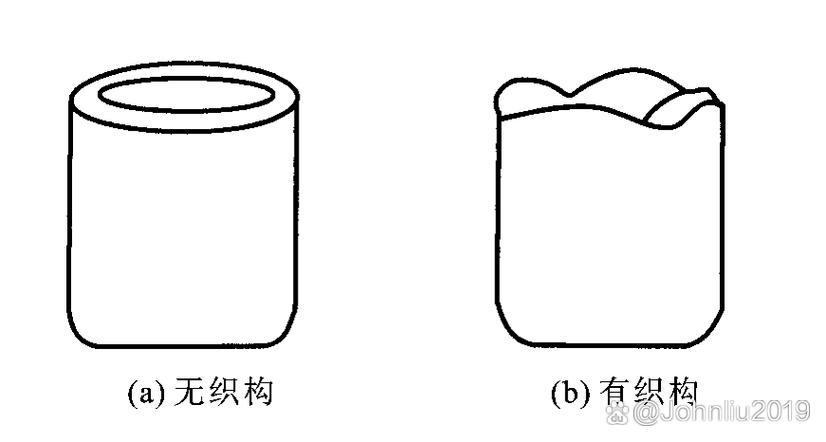
压铸的核心是什么? 很多人说是设备,或者合金。但我认为,是热平衡。压铸充型时间只有几十毫秒,金属液如何在模具型腔内流动、凝固,全看热场设计。模具温度高了,粘模;低了,冷隔。这东西,差10度就影响巨大。
 铝合金压铸件气孔缺陷显微镜图
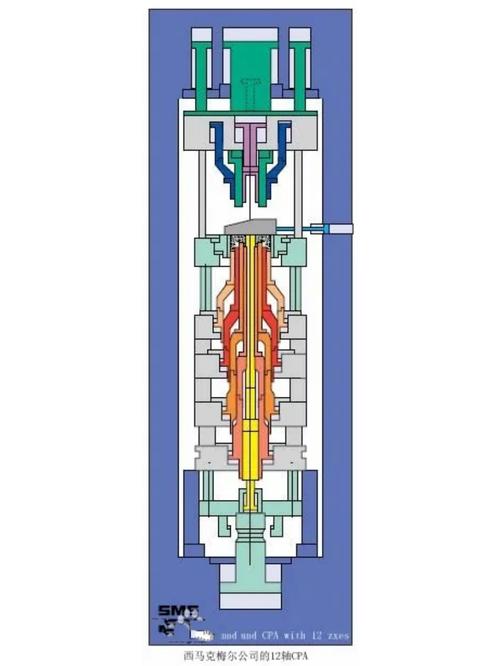
大型压铸岛机器人自动化生产线
最后啰嗦一句,如果想在这行深耕,千万别只盯着机器,多看金相、多跑模流、多跟模具师傅聊。压铸的奥秘,都在细节里。
回头看看,从当年的手动浇注到现在的全自动压铸岛,技术一直在迭代,但基本道理不变:让金属液听话地凝固成你要的形状。这事儿,够玩一辈子。
铝合金压铸件气孔缺陷显微镜图
大型压铸岛机器人自动化生产线
最后啰嗦一句,如果想在这行深耕,千万别只盯着机器,多看金相、多跑模流、多跟模具师傅聊。压铸的奥秘,都在细节里。
回头看看,从当年的手动浇注到现在的全自动压铸岛,技术一直在迭代,但基本道理不变:让金属液听话地凝固成你要的形状。这事儿,够玩一辈子。
模具寿命?那是老板的命根子
跑过压铸的都知道,模具成本是大头。一套汽车发动机缸体压铸模,几十万上百万。设计不好、维护不当,分分钟龟裂。特别是深腔、尖角部位,热应力集中,没干几万模就出热裂纹。我们吃过亏——2019年那批模具,为了赶进度,冷却水路设计过于稀疏,结果生产到第三周,滑块卡死,直接报废。老板脸都绿了。 所以现在学精了,尤其是做结构件压铸(比如减震塔、纵梁),💡必须上模流分析。MAGMA或者AnyCasting跑一跑,优化浇排系统,加排气槽,该用点冷就点冷。别省那点软件钱,一套模具救回来就值了。 问:为什么有的压铸件气孔特别多,怎么解决? 答:气孔分两种:卷入性气孔和析出性气孔。前者是充型时金属液紊流卷入气体,后者是凝固时气体溶解度下降析出。减少气孔,首先要改进浇注系统,避免紊流,采用低速充填、高速填充结合;其次,真空压铸很有效,抽真空到50mbar以下,气孔率能降一大截。另外,模具排气设计、涂料喷涂量也要优化。还有,铝液精炼除气,别偷懒 ✅。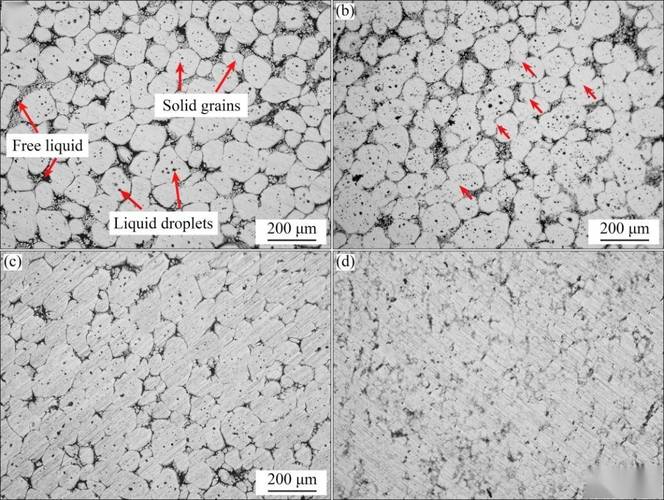 铝合金压铸件气孔缺陷显微镜图
铝合金压铸件气孔缺陷显微镜图
真空压铸到底值不值?
真空压铸,好多人觉得贵,划不来。但如果你做的是需要热处理或焊接的高强度件,没真空根本不行。普通压铸件内部有气孔,一加热就鼓包,焊接也是气泡一堆。大众、特斯拉那些结构件,几乎全部用高真空压铸,真空度要求极高,而且要严格控制冲头润滑,防止泄露。 说实话,加一套真空系统,投入大几十万。但算笔账:废品率从8%降到1%以下,还能接高端订单,客户验厂时也漂亮。值!我们现在三台机都加装了,有时候接出口单,老外特别认这个。 不过话说回来,真空压铸对工艺要求更苛刻。模具密封、压室浇注量、冲头速度曲线,都得精细调整。稍有不慎,真空阀堵塞——唉,又一个要拆阀的下午。 半固态压铸呢?更小众。那玩意儿适合做超薄壁、高热导率的零件,比如5G基站散热壳体。但是设备贵,触变成形和流变成形各有各的麻烦,国内玩得转的厂不多。 问:压铸件热处理起泡是什么原因?怎么避免? 答:起泡主要是内部气孔在高温下膨胀,导致表面鼓包。要避免,根本办法是减少铸件内部气体含量。采用高真空压铸,确保含气量低于一定值;其次,热处理前进行抛丸或喷砂处理,可以封闭表面针孔;还有,优化热处理工艺,升温速度慢一些,让气体有逸出通道。如果零件要求T6处理,那必须用高真空或特殊工艺,没别的捷径。汽车轻量化逼出来的技术革命
现在的新能源车,为了续航,能减重一克是一克。钢换铝,冲压改压铸,集成化设计——前舱、后地板、电池托盘,全压铸成一大块。特斯拉的一体化压铸,直接把70多个零件变成一个,这冲击力太大了。压铸厂要么转型做超大吨位,要么被淘汰。 我们今年新上了一台4000吨机,准备接一体化后底板。技术难点一堆:超大模具热平衡、高速充填下的卷气、长距离充型、变形控制。还有后加工,切割、矫形、检测,机器人编程都得跟上。累,但兴奋。 说实话,做压铸越久,越敬畏这个工艺。它像一场微观世界的战争,高温、高压、高速,在毫厘之间决胜负。有时候一个参数没调好,整班产出都是废品;有时候灵光一闪,解决了啃了半年的缩松问题,那种爽感,外行没法理解。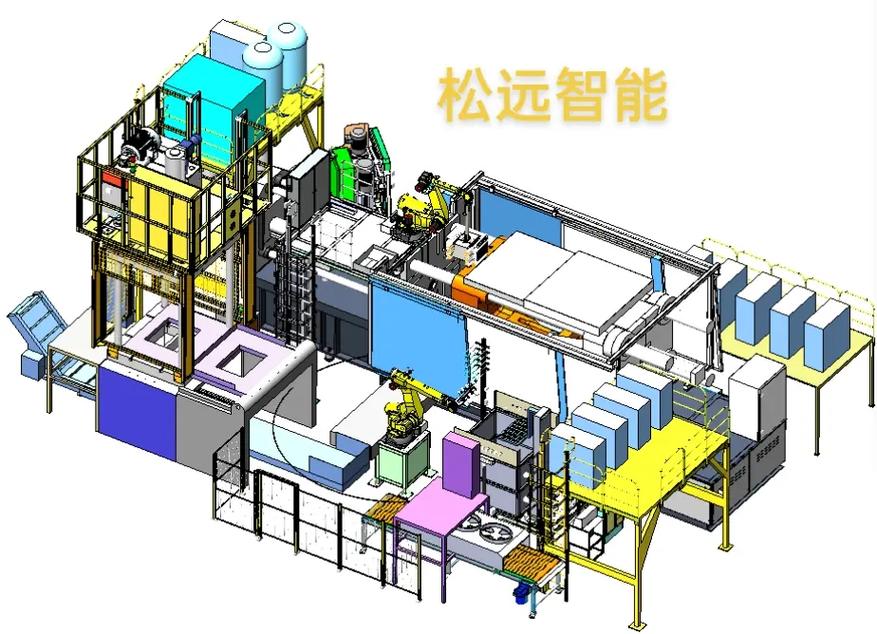 大型压铸岛机器人自动化生产线
最后啰嗦一句,如果想在这行深耕,千万别只盯着机器,多看金相、多跑模流、多跟模具师傅聊。压铸的奥秘,都在细节里。
回头看看,从当年的手动浇注到现在的全自动压铸岛,技术一直在迭代,但基本道理不变:让金属液听话地凝固成你要的形状。这事儿,够玩一辈子。
大型压铸岛机器人自动化生产线
最后啰嗦一句,如果想在这行深耕,千万别只盯着机器,多看金相、多跑模流、多跟模具师傅聊。压铸的奥秘,都在细节里。
回头看看,从当年的手动浇注到现在的全自动压铸岛,技术一直在迭代,但基本道理不变:让金属液听话地凝固成你要的形状。这事儿,够玩一辈子。